


В статье обобщены и расшифрованы основные понятия, которые используются при визуально-измерительном контроле сварных соединений, проводимом с помощью шаблонов сварщика.
— Типы сварки
— Соединения
— Параметры соединений
— Сварные швы
— Параметры стыковых швов
— Параметры угловых швов
— Дефекты
— Источники терминов и определений
Типы сварки
Сварка плавлением — сварка, осуществляемая оплавлением сопрягаемых поверхностей без приложения внешней силы, обычно, но необязательно, добавляется расплавленный присадочный металл (ГОСТ Р ИСО
Сварка давлением — сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла. Сопрягаемые поверхности можно нагревать, чтобы облегчить получение соединения (ГОСТ Р ИСО 857–1—2009, п. 3.1.1).
Газопрессовая сварка — сварка давлением, при которой сопрягаемые поверхности заготовки нагреваются газокислородным пламенем, и сварка выполняется с приложением силы без присадочного металла (ГОСТ Р ИСО 857–1—2009, п. 4.1.3.1). Чаще всего используется для сварки арматуры.
Соединения
Определение типов соединений по ГОСТ Р ИСО
Соединение — сочленение деталей, которые уже соединены или должны быть соединены.
Сопрягаемая поверхность — поверхность одной детали, которая предназначена для соединения с поверхностью другой детали для формирования соединения.
Разделка кромок — придание кромкам, подлежащим сварке, необходимой формы (ГОСТ
Параметры соединений
Притупление кромки (с)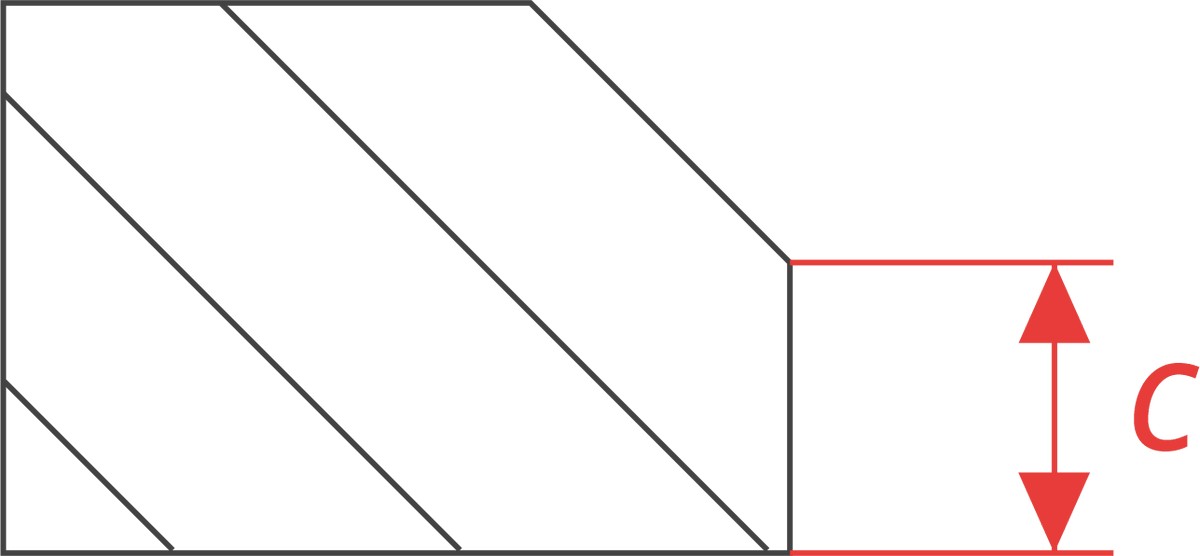 |
Нескошенная часть торца кромки, подлежащей сварке (ГОСТ |
Зазор между деталями (b)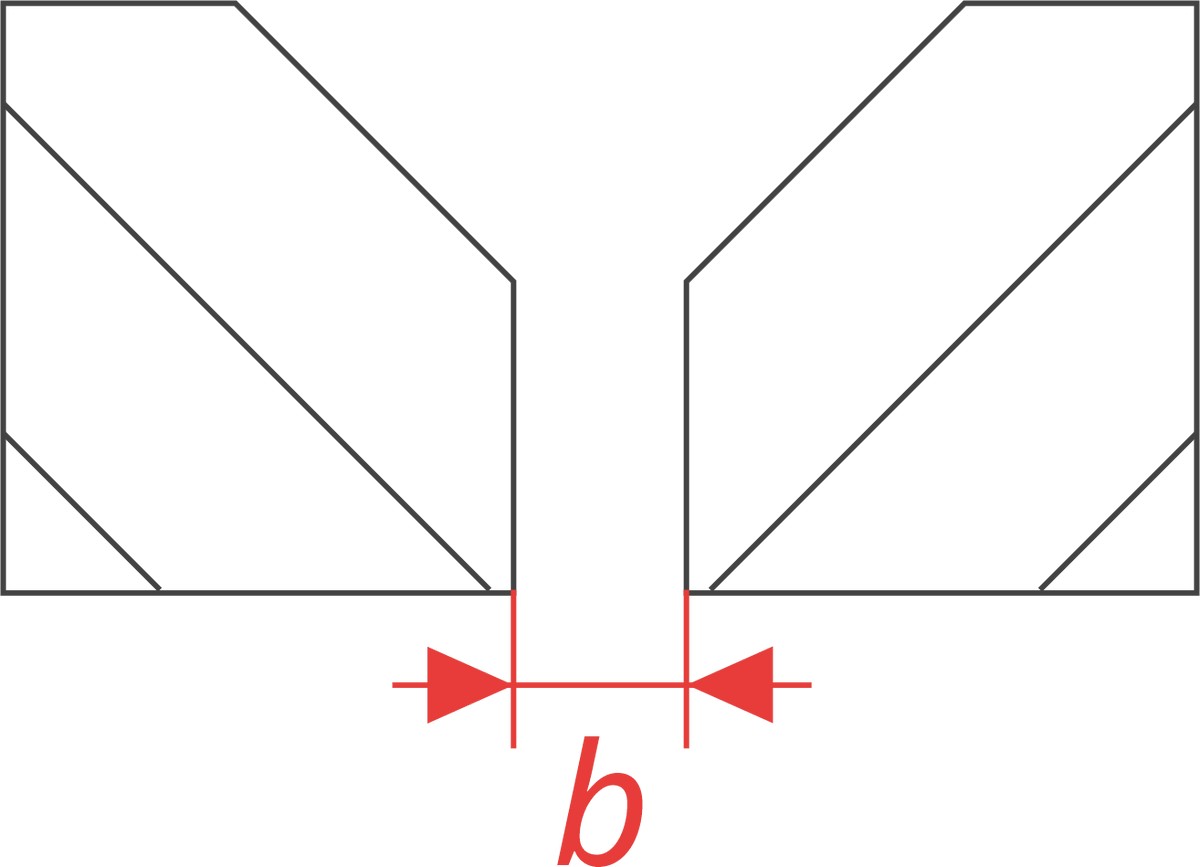 |
Кратчайшее расстояние между кромками собранных для сварки деталей (ГОСТ |
Угол скоса кромки (β)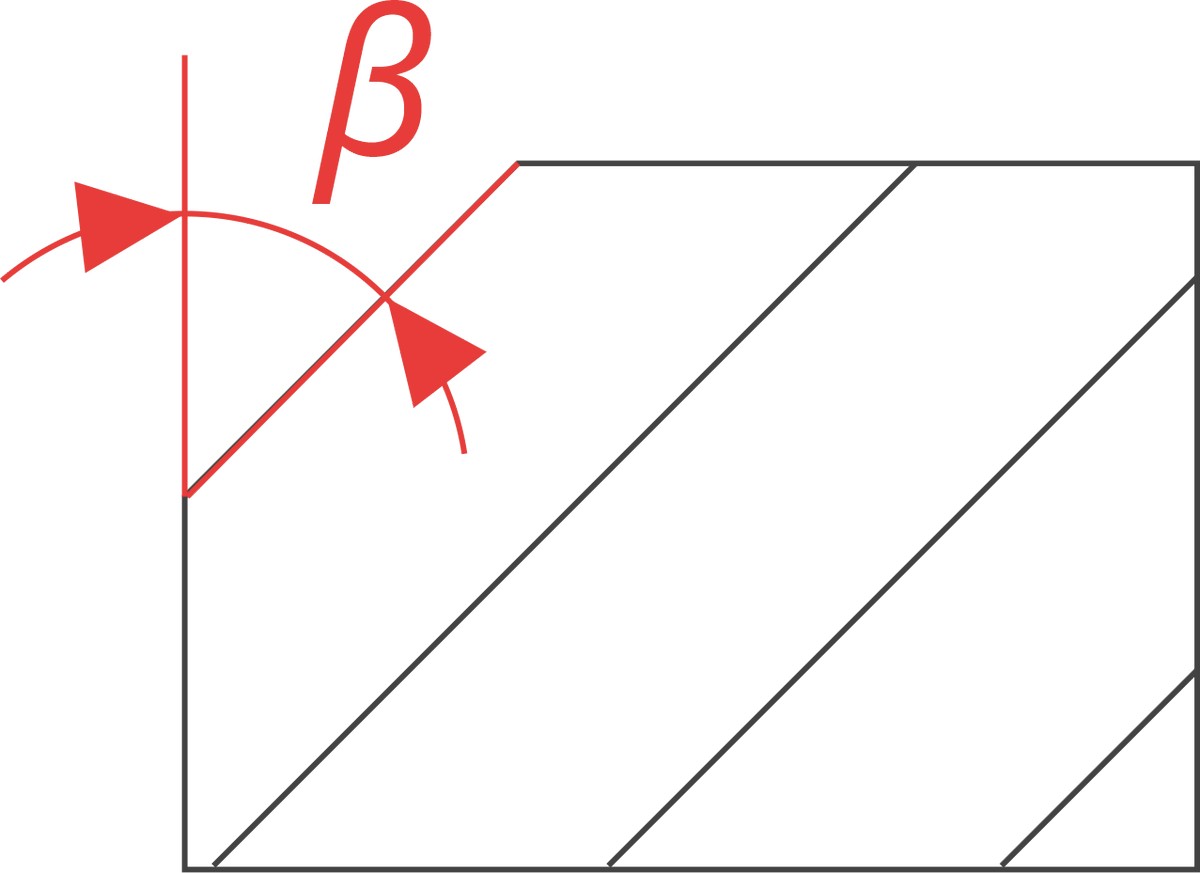 |
Острый угол между плоскостью скоса кромки и плоскостью торца (ГОСТ |
Угол разделки кромок (α)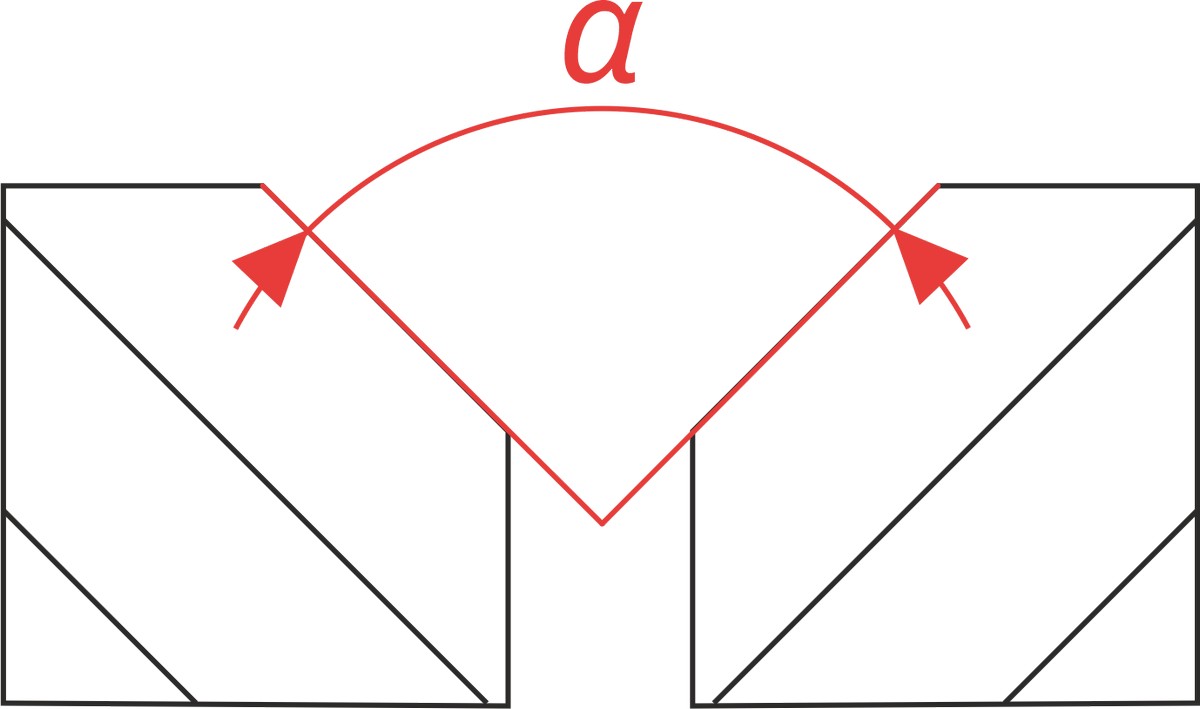 |
Угол между скошенными кромками свариваемых частей (ГОСТ |
Глубина скоса кромки (h)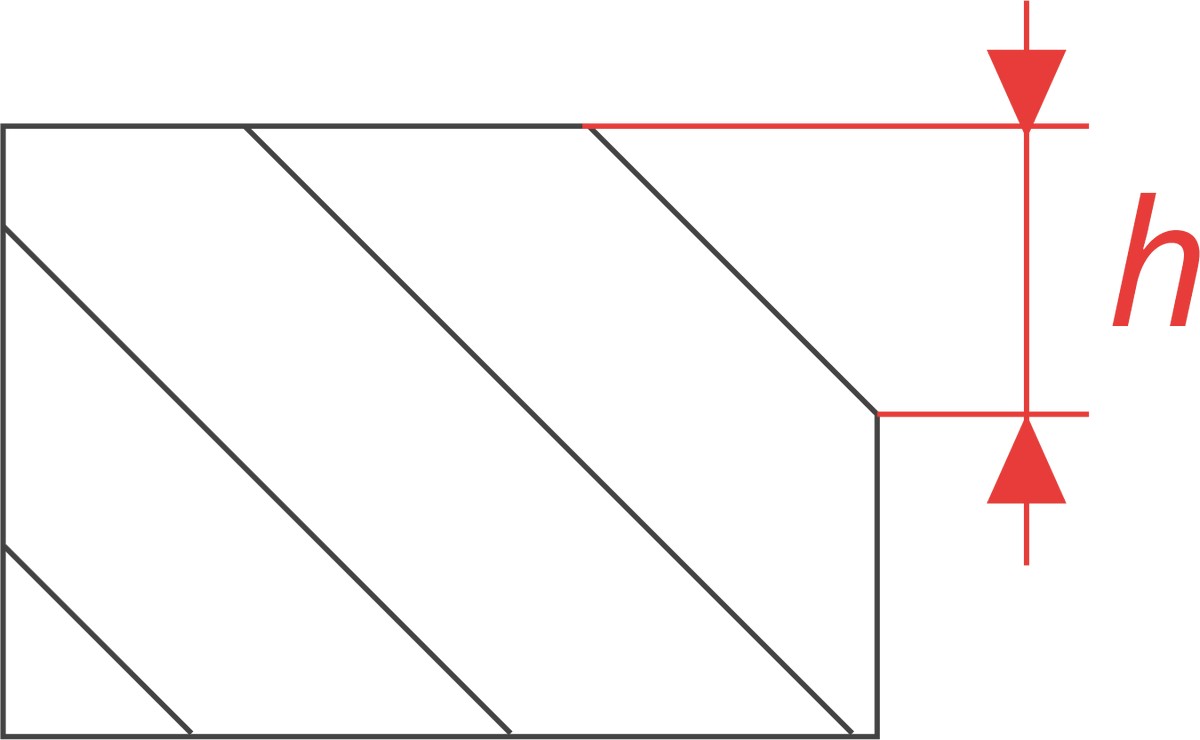 |
Кратчайшее расстояние между плоскостью поверхности детали и притуплением кромки. В случае, если притупление кромки отсутствует, глубина скоса кромки равна толщине детали. Термин присутствует в ГОСТ Р ИСО |
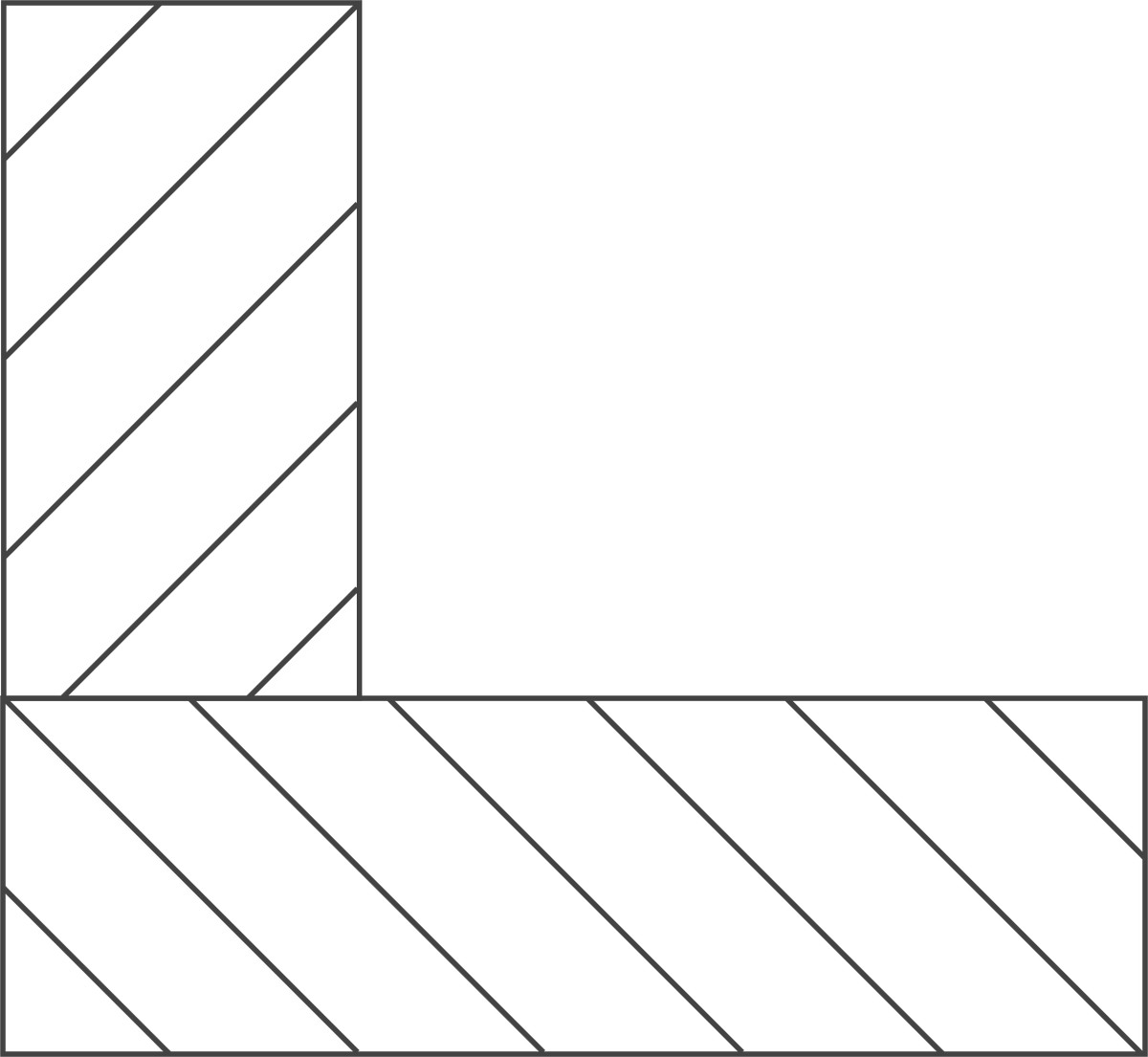
Смещение кромок (h)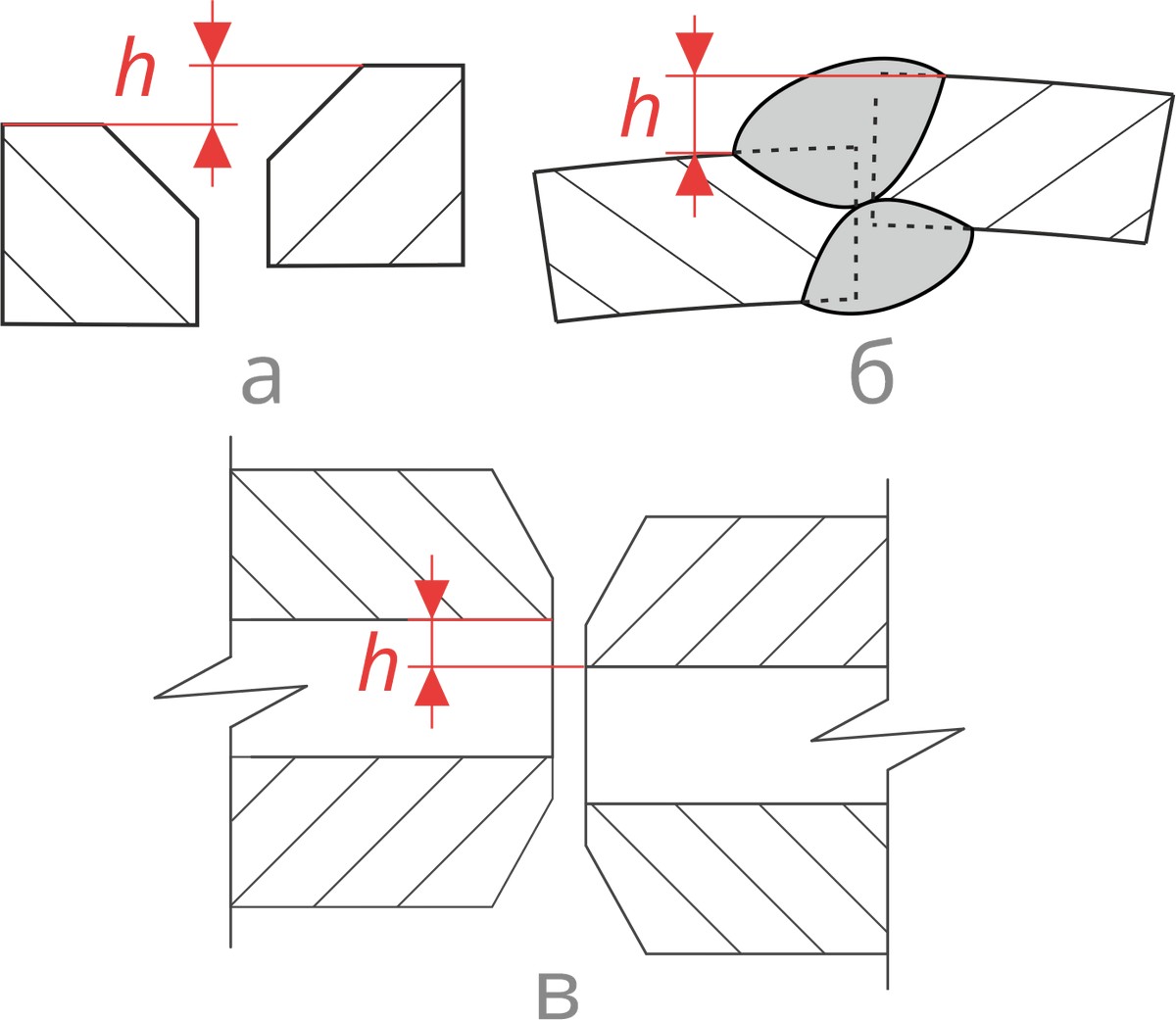 |
Несовпадение уровней расположения внутренних и наружных поверхностей, свариваемых (сваренных) деталей в стыковых сварных соединениях (РД 03–606–03, приложение А). На рисунках представлены различные виды смещения: а — внешнее смешение кромок; б — внутритрубное смещение кромок; г — радиальное смещение кромок рулонного или листового проката на трубах (ГОСТ |
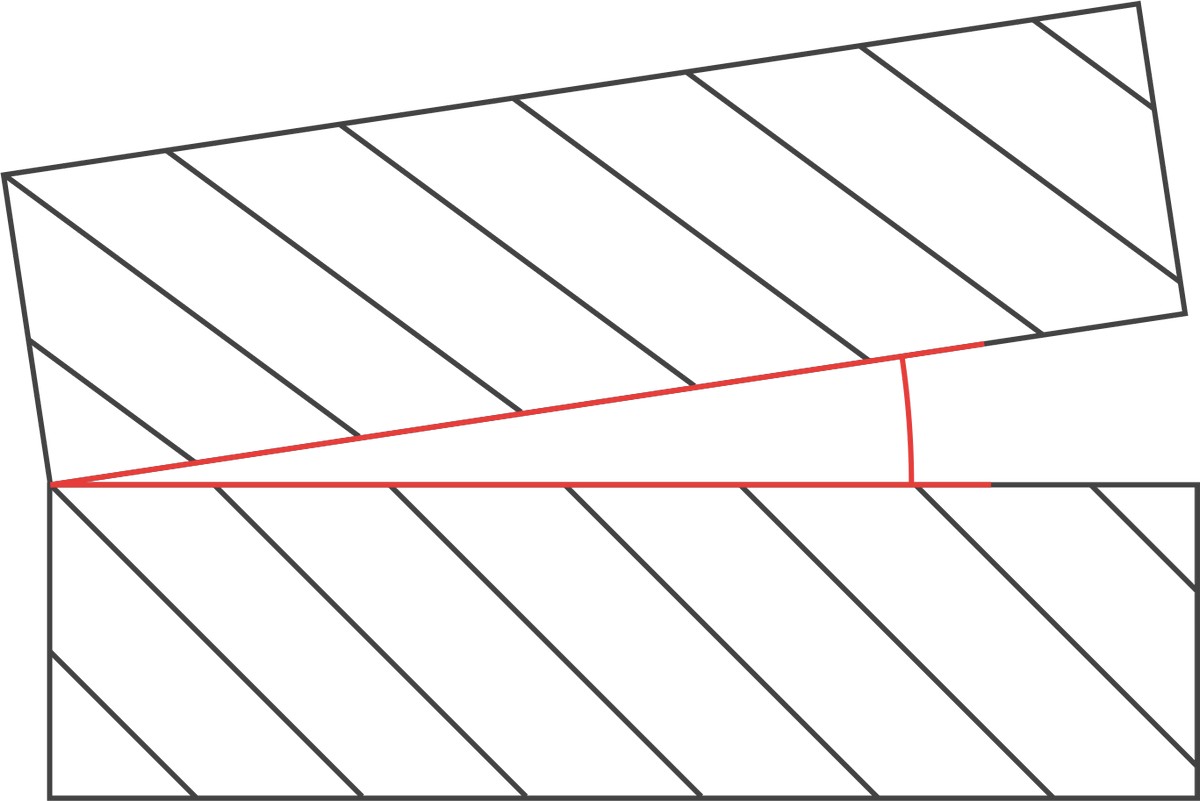
Угол соединения свариваемых деталей (β)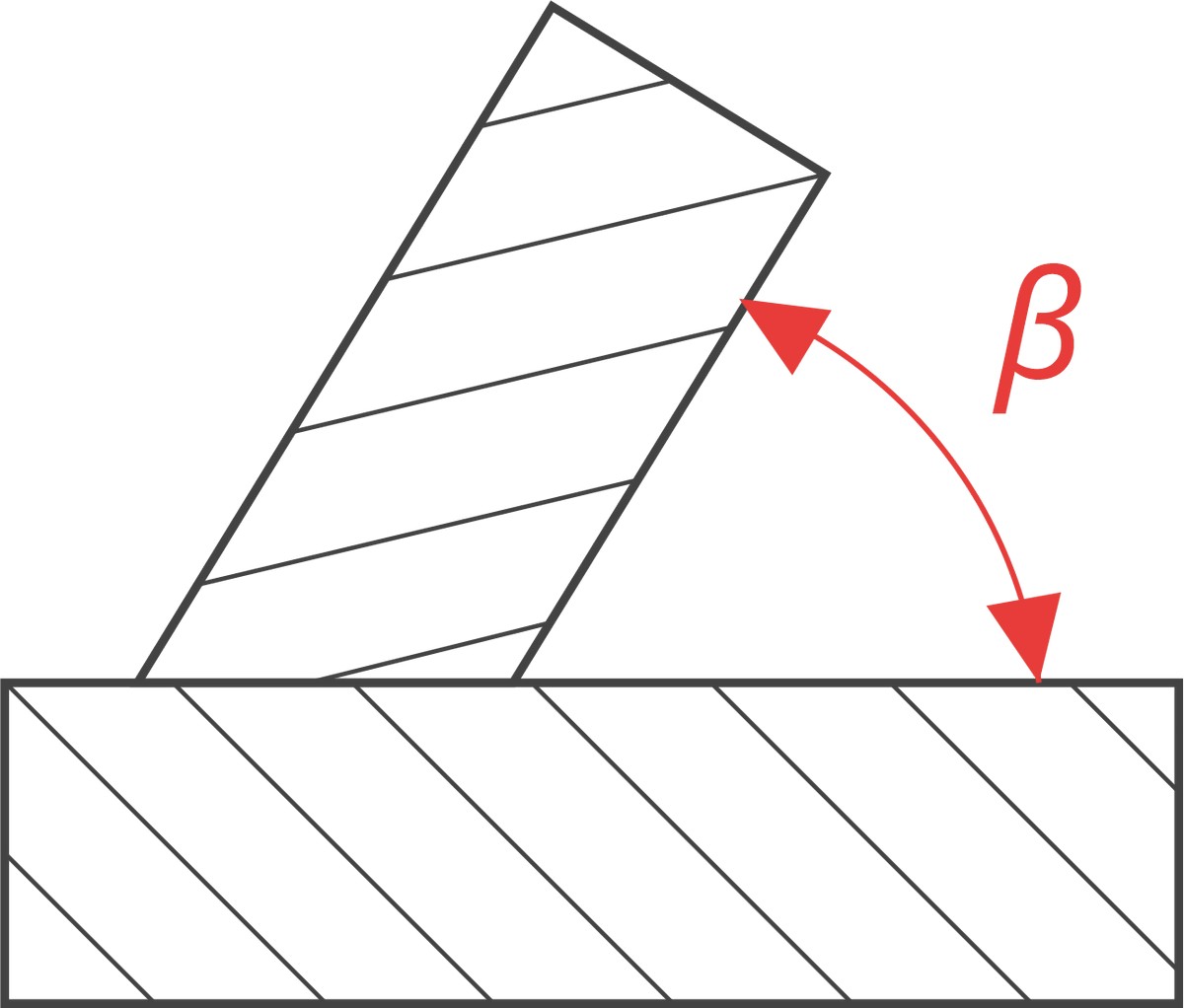 |
Термин присутствует в ГОСТ |
Сварные швы
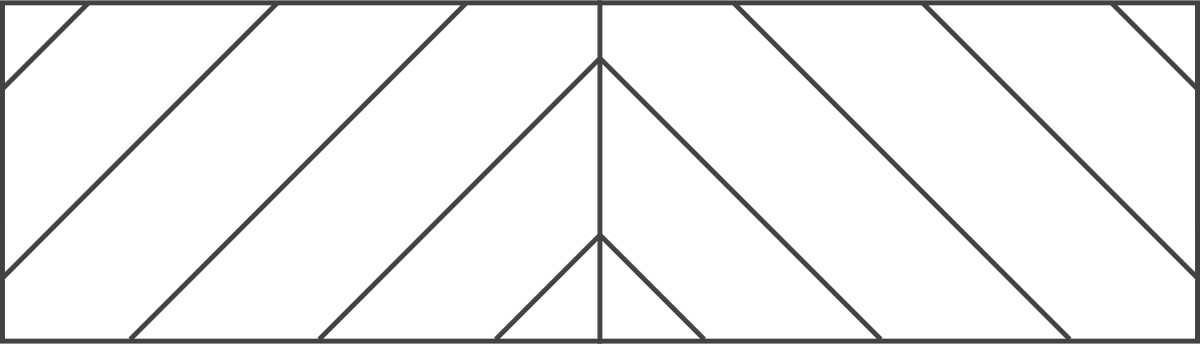
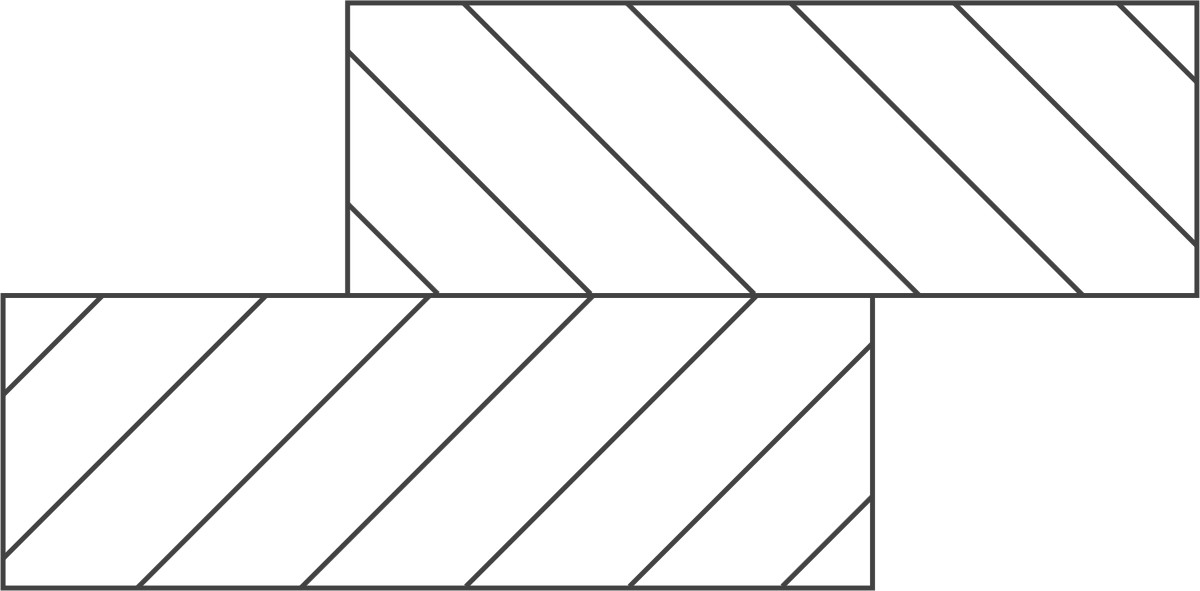
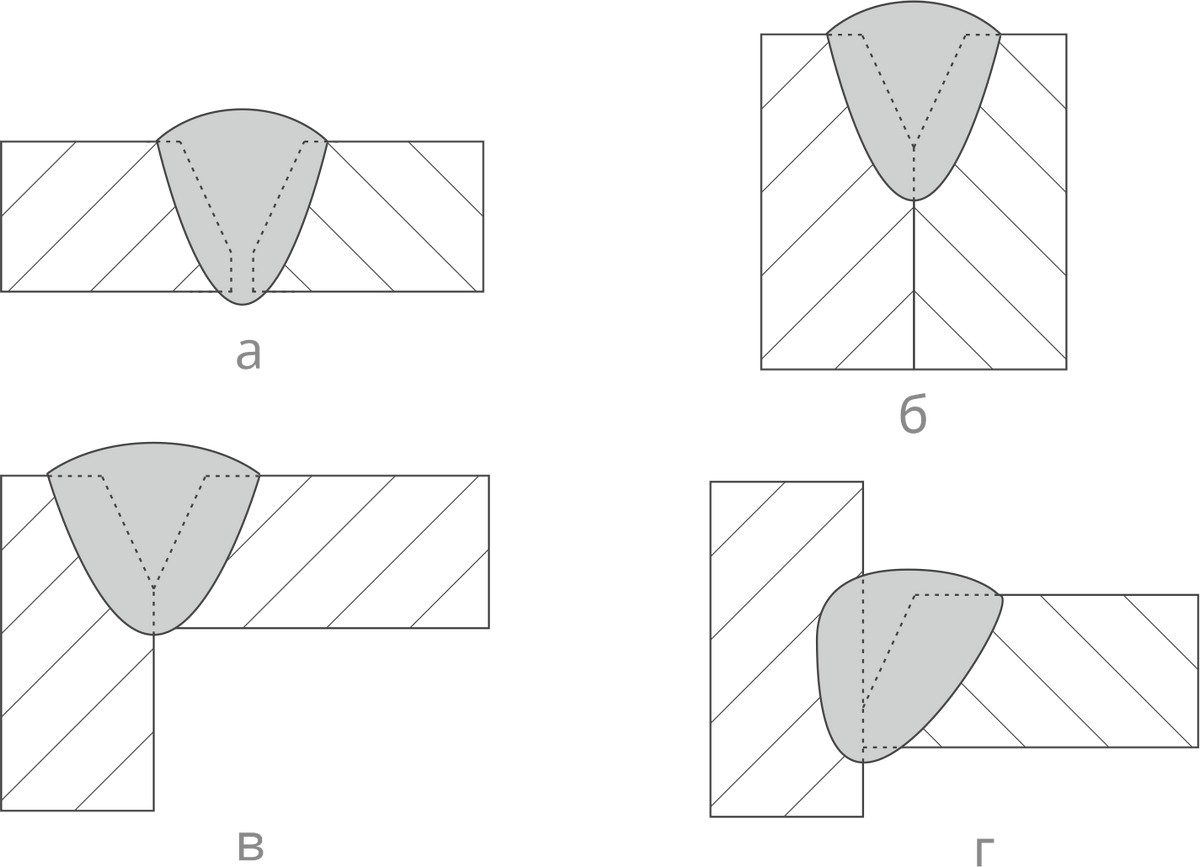
Стыковой шов — шов сварки плавлением, поперечное сечение которого, не считая выпуклости, находится в пределах первоначальных очертаний соединяемых элементов (Кулик Т. А. Словарь-справочник по сварке, 1974). Примеры соединений со стыковыми швами: а — стыковое соединение; б — торцовое соединение; в — угловое соединение со стыковым швом (ГОСТ
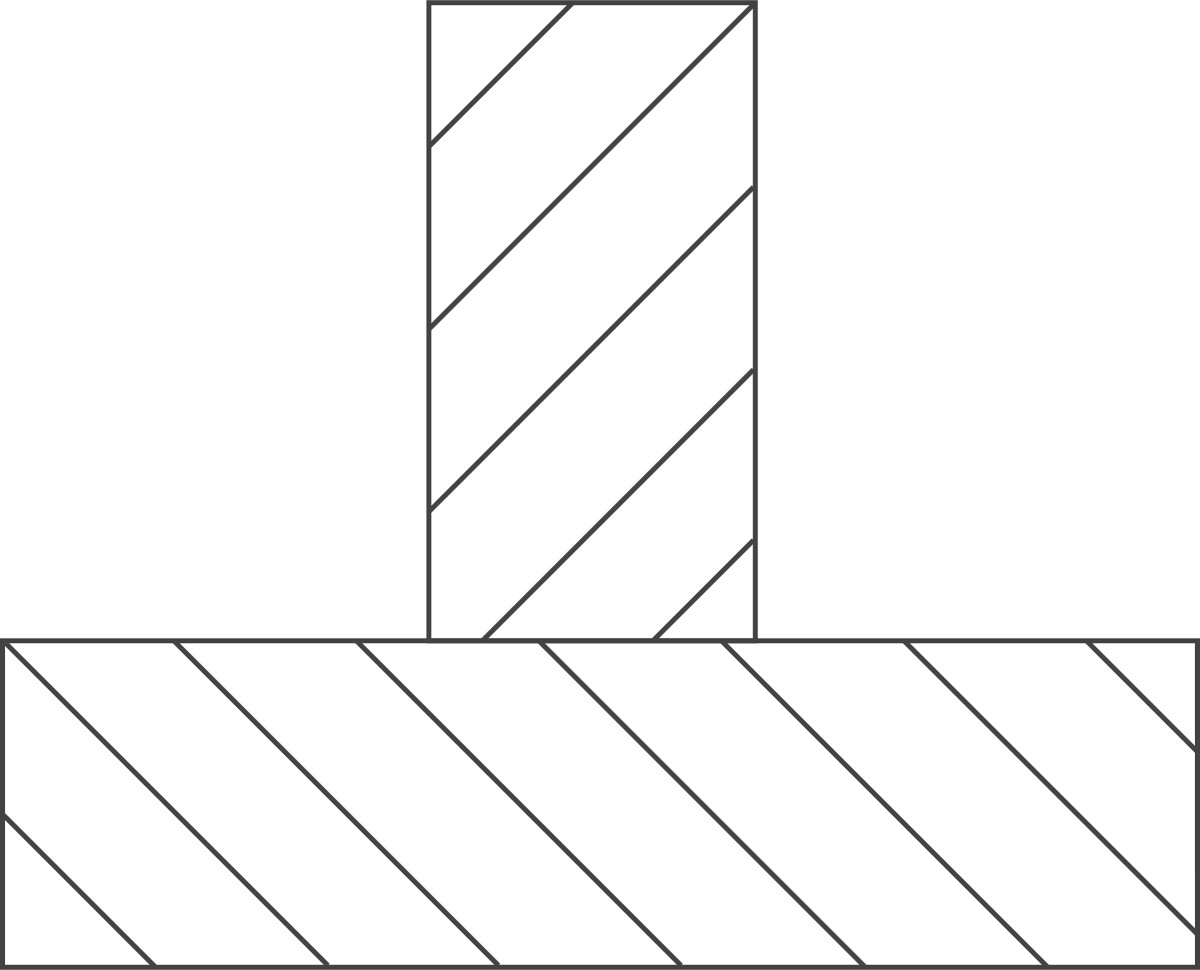
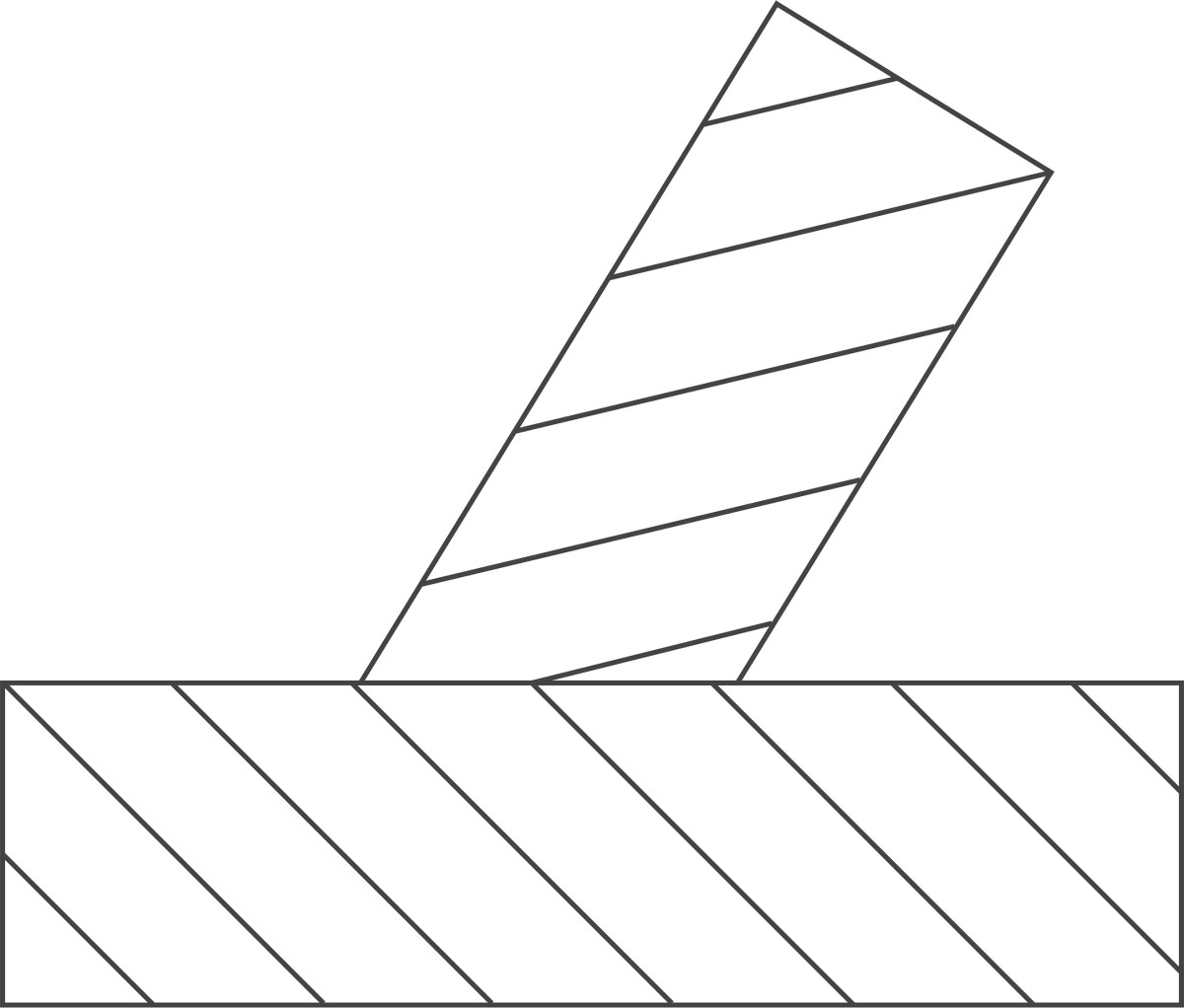
Угловой шов — сварной шов, поперечное сечение которого заполняет угол между соединяемыми элементами. Как правило, рабочее сечение углового шва представляет собой прямоугольный треугольник. Угловой шов характеризуется двумя размерами: катетом и толщиной. В зависимости от соотношения этих размеров различают три типа угловых швов: нормальный (а), выпуклый (б) и вогнутый (в). За основу раскрытия термина «угловой шов» взято определение из Словаря-справочника по сварке Кулика Т. А. 1974 года. Примеры соединений с угловыми швами представлены на рисунке (г).
Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (ГОСТ
Лицевая сторона одностороннего шва — открытая поверхность шва, параллельная его продольной оси, со стороны которой осуществляется сварка (Кулик Т. А. Словарь-справочник по сварке, 1974).
Односторонний сварной шов — сварной шов, образуемый в результате одностороннего перемещения источника сварочного нагрева относительно сечения соединяемых деталей (Кулик Т. А. Словарь-справочник по сварке, 1974).
Основной металл — металл подвергающихся сварке соединяемых частей (ГОСТ
Металл шва — сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом (ГОСТ
Параметры стыковых швов
Выпуклость стыкового шва (g)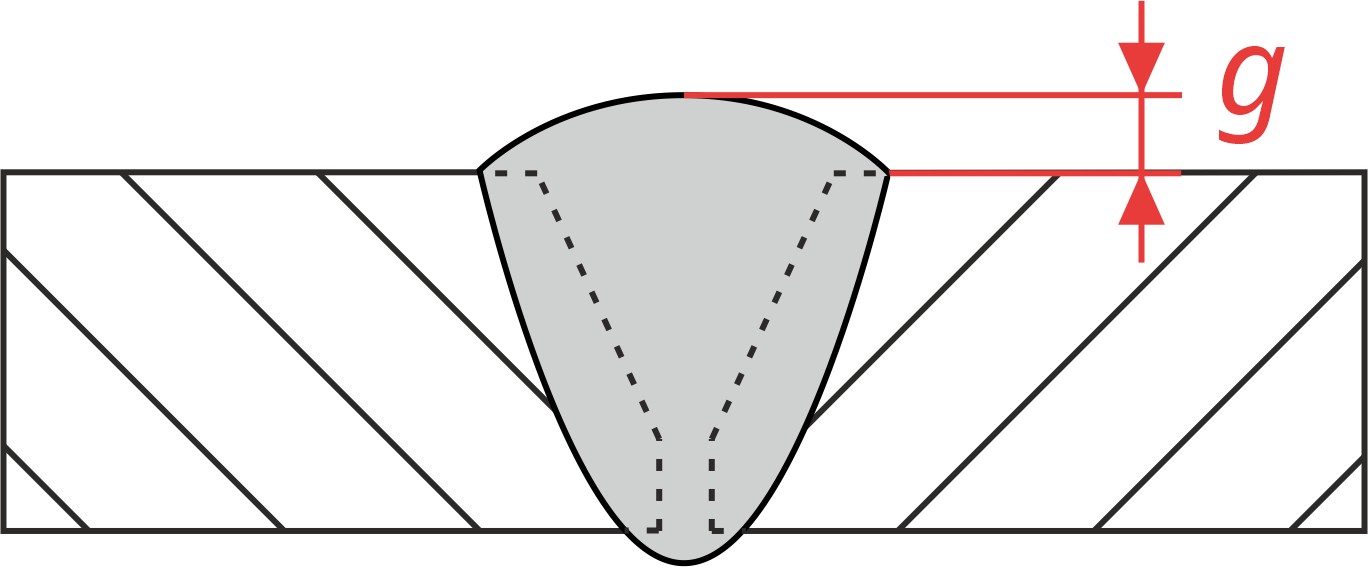 |
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (ГОСТ |
Выпуклость корня стыкового шва (g)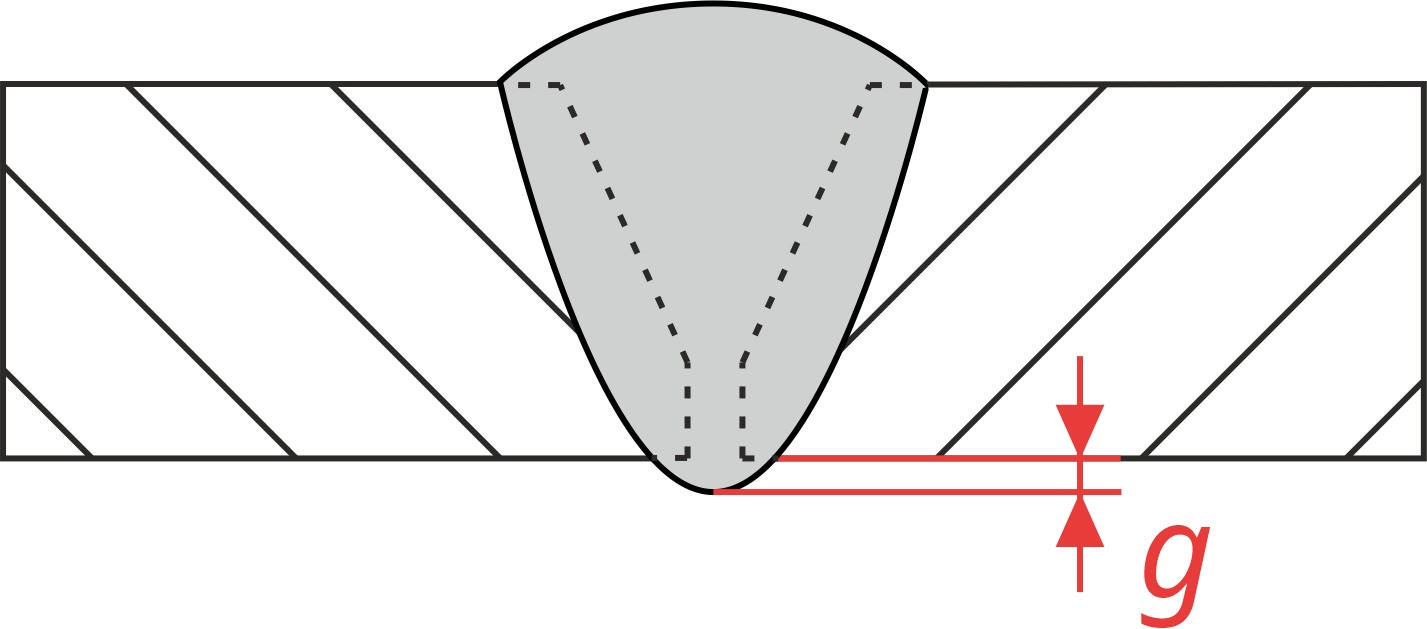 |
Избыточное количество наплавленного металла при сварке корня шва. Термин определен как «превышение проплава» в ГОСТ Р ИСО 6520–1—2012 (дефект 504). В ГОСТ Р ИСО |
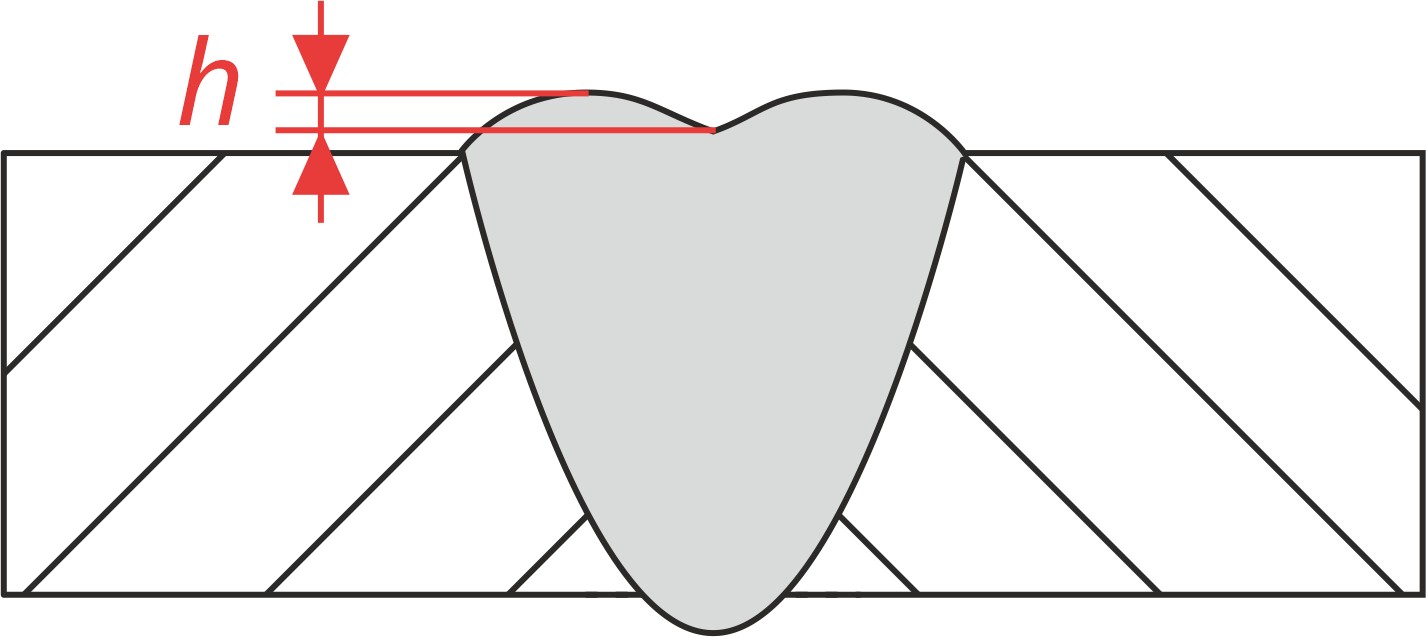
Вогнутость стыкового шва (g)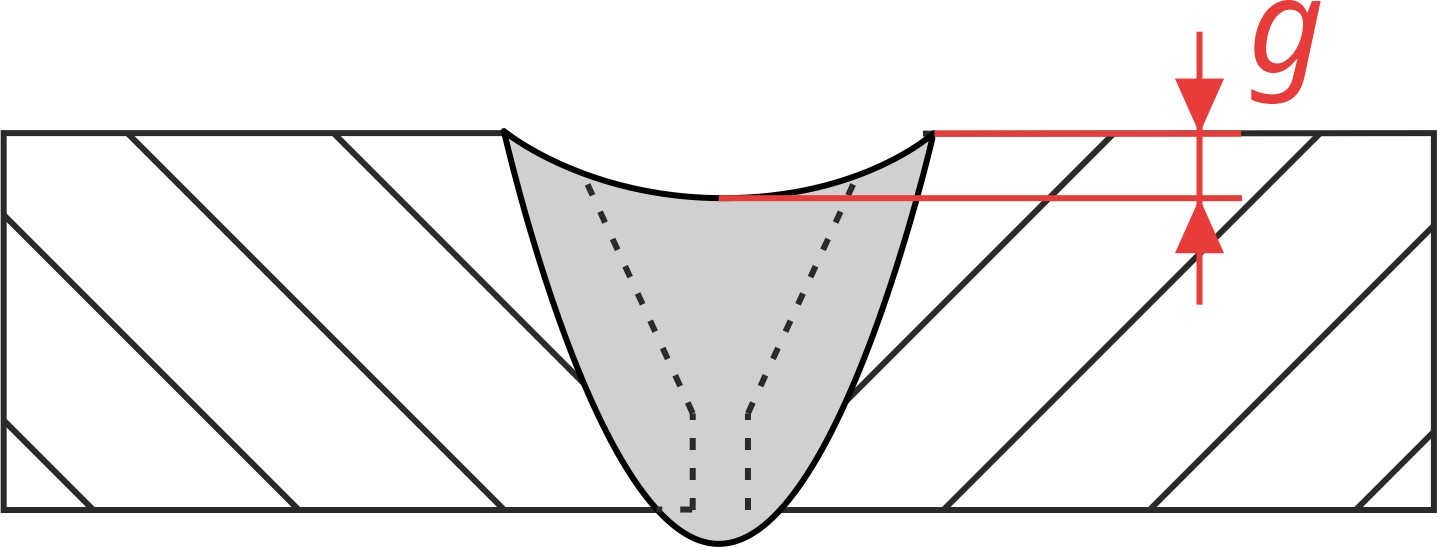 |
Максимальное расстояние между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью шва, измеренное в любом поперечном сечении по длине шва (РД 03–606–03, приложение А). Вогнутость стыкового шва оценивается по максимальной глубине расположения поверхности шва от уровня расположения наружной поверхности деталей (РД 03–606–03, п. 6.5.10). |
Вогнутость корня стыкового шва (g)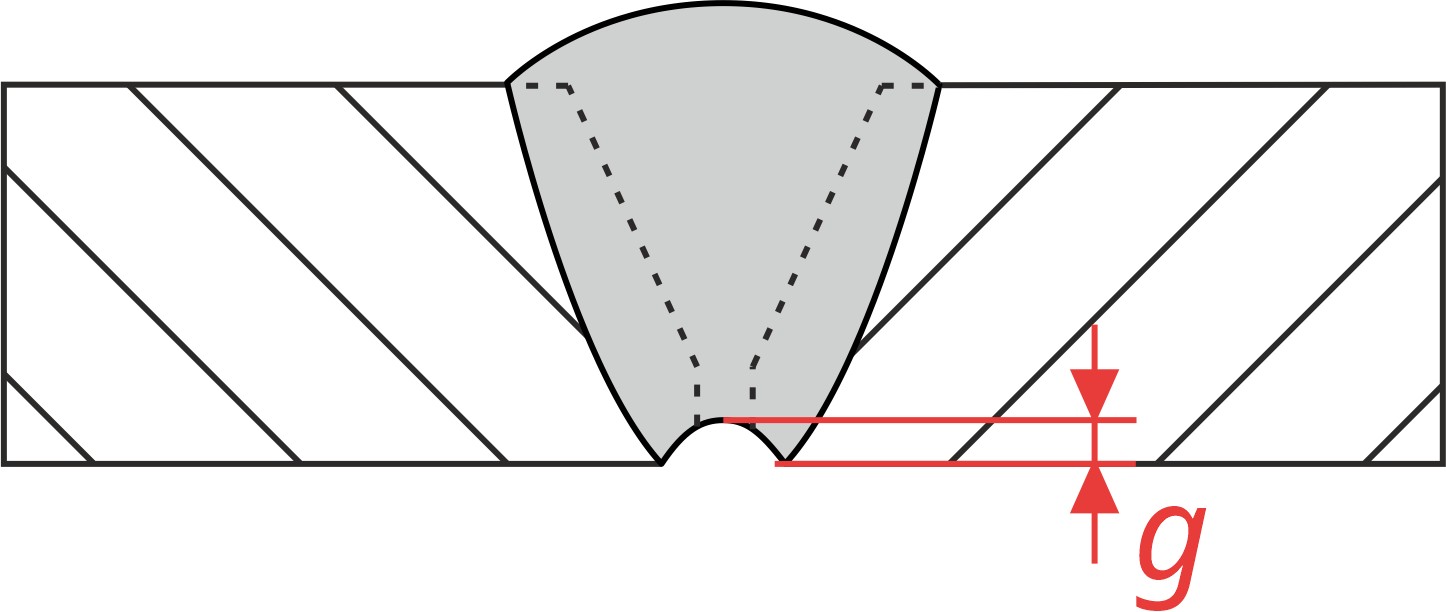 |
Неглубокое углубление в корне сварного шва, возникшее вследствие усадки в стыковом сварном шве (ГОСТ ИСО 6520–1—2012, дефект 515). |
Ширина стыкового шва (e)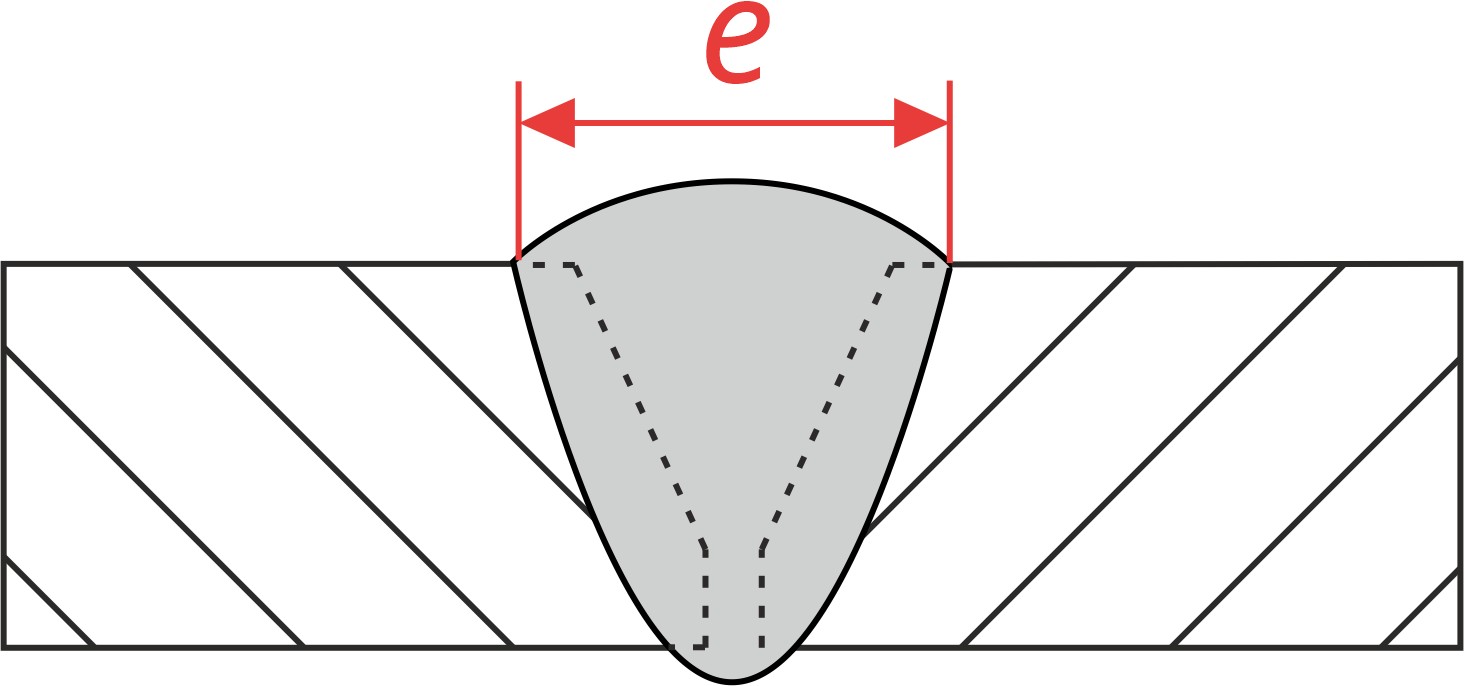 |
Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением (ГОСТ |
Угол перехода шва к основному металлу (α)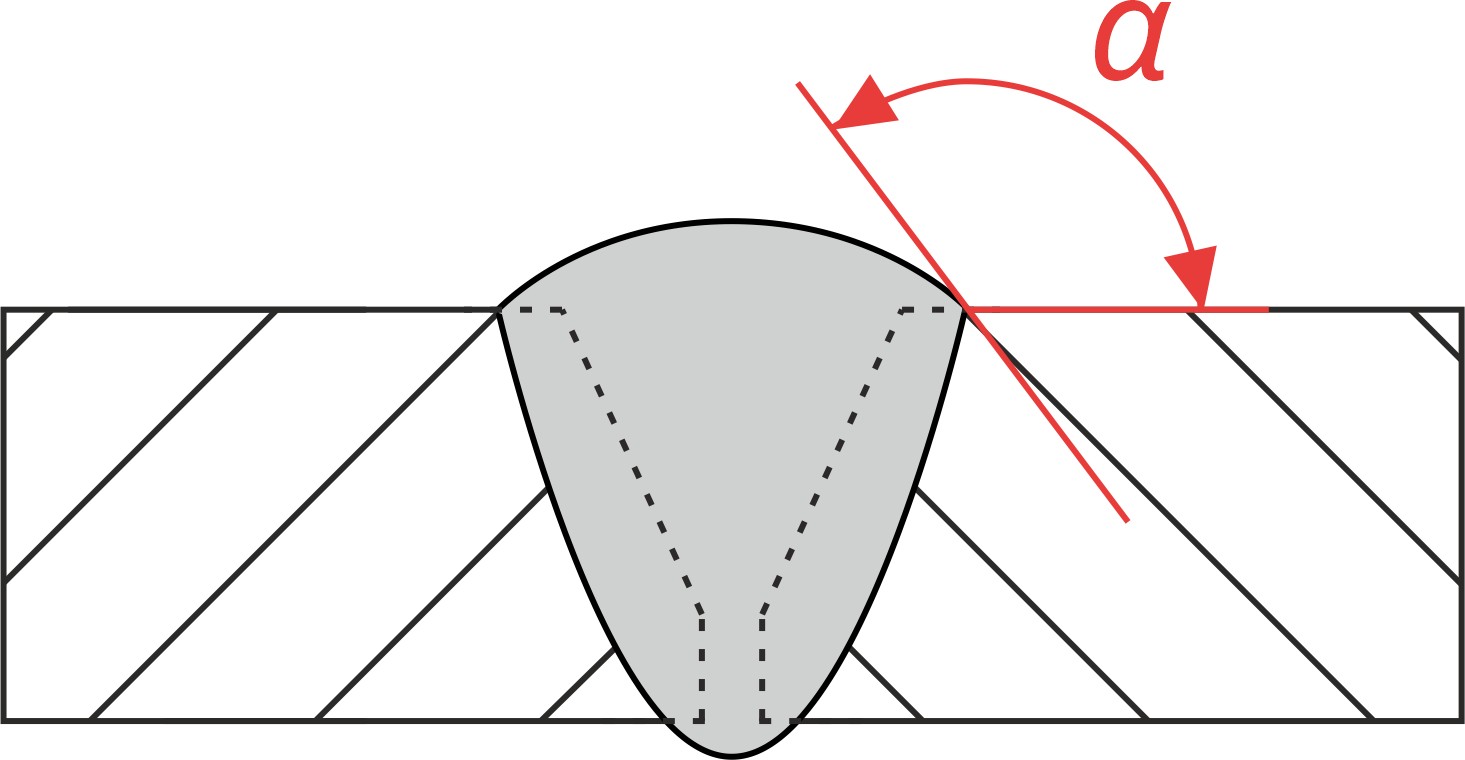 |
Угол между поверхностью основного металла и плоскостью касательной к поверхности выпуклости сварного шва (ГОСТ Р ИСО 6520–1—2012, дефект 5051). |
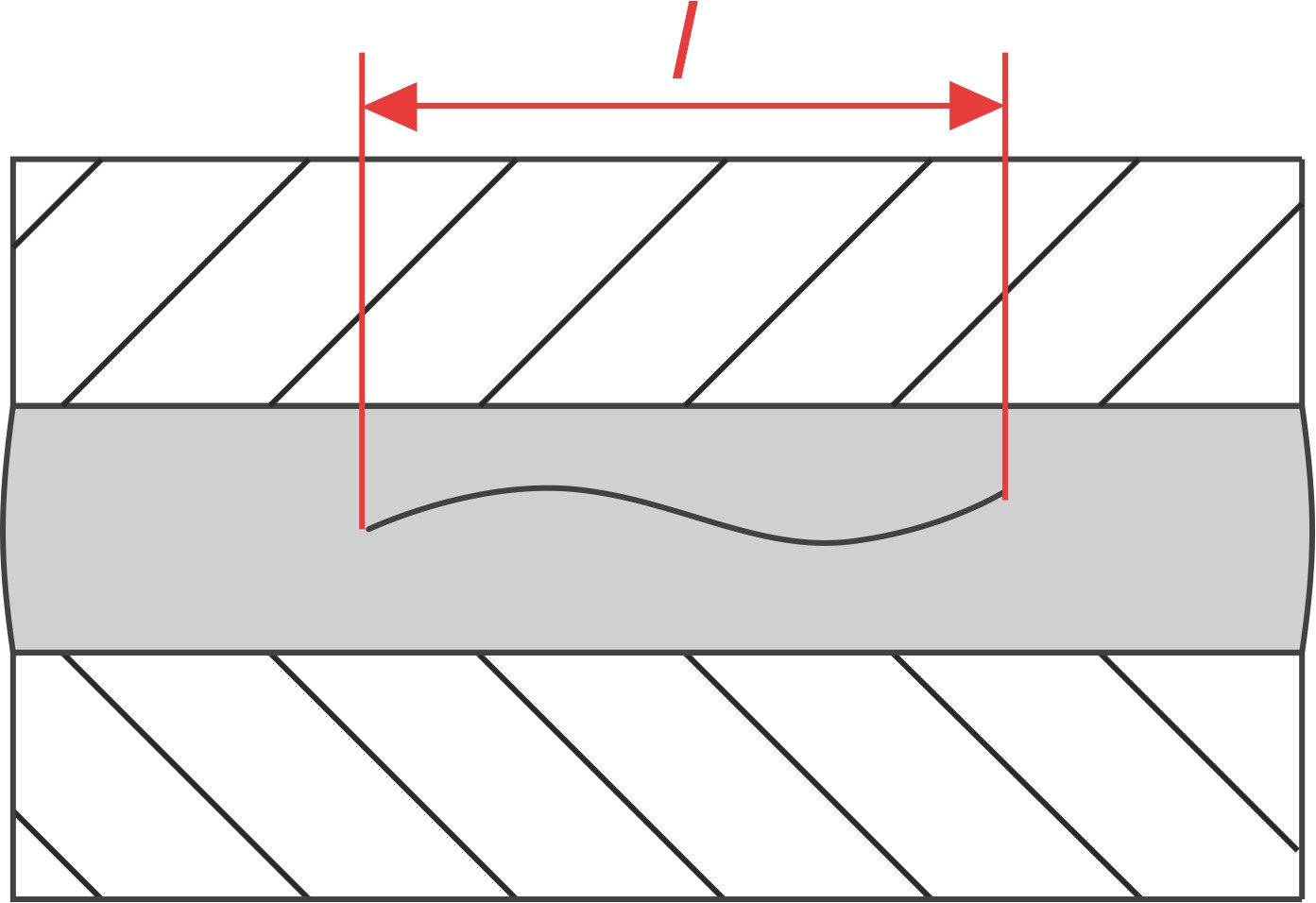
Сварной шов арматуры, полученный методом газопрессовой сварки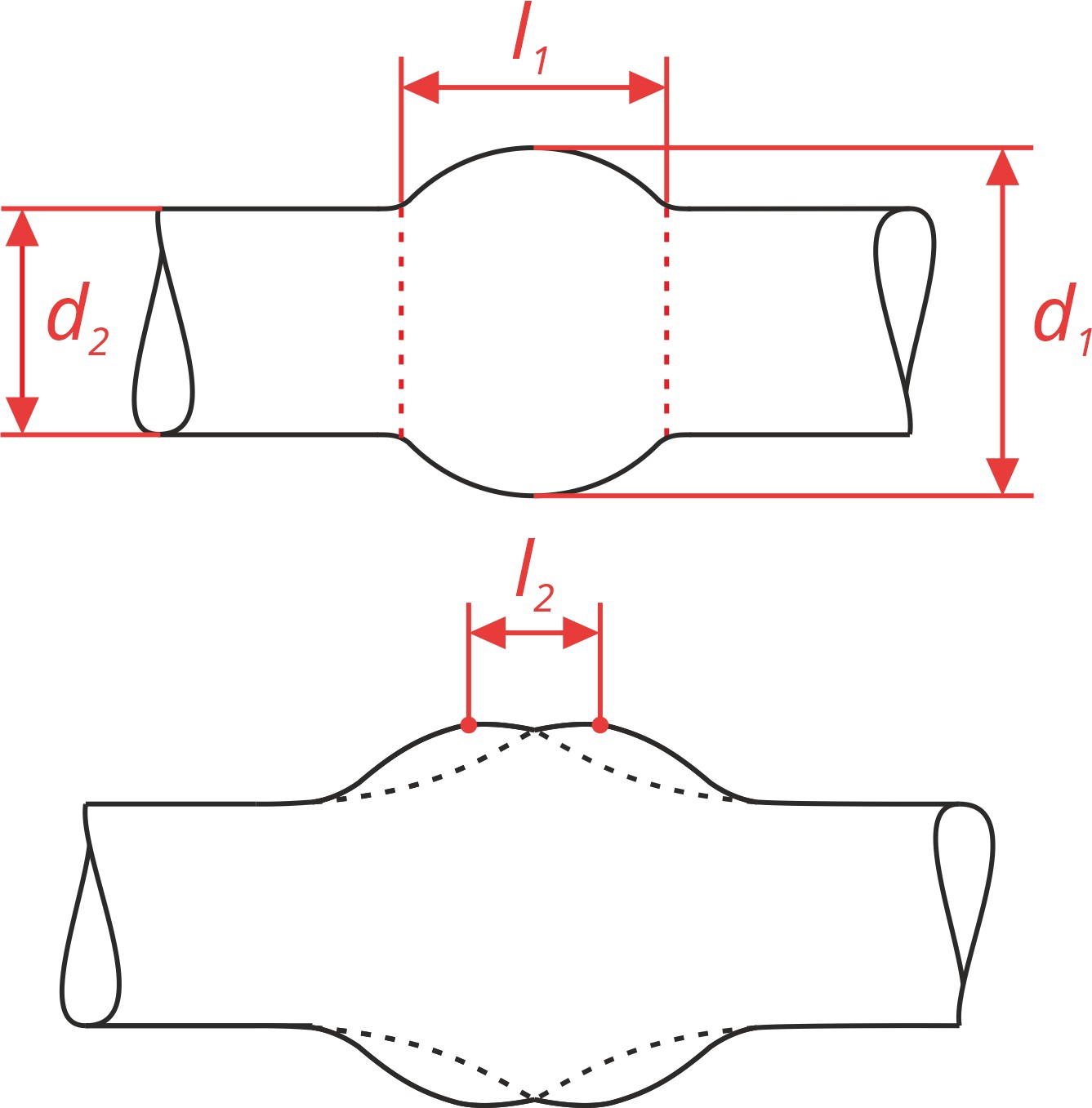 |
Участок сварного соединения, образовавшийся в результате пластической деформации при газопрессовой сварке. Данный шов характеризуется такими параметрами как длина (l1), диаметр (d1) и неравномерность шва (l2). При контроле швов газопрессовой сварки учитывают отношение измеренных параметров к диаметру свариваемой арматуры (d2). |
Параметры угловых швов
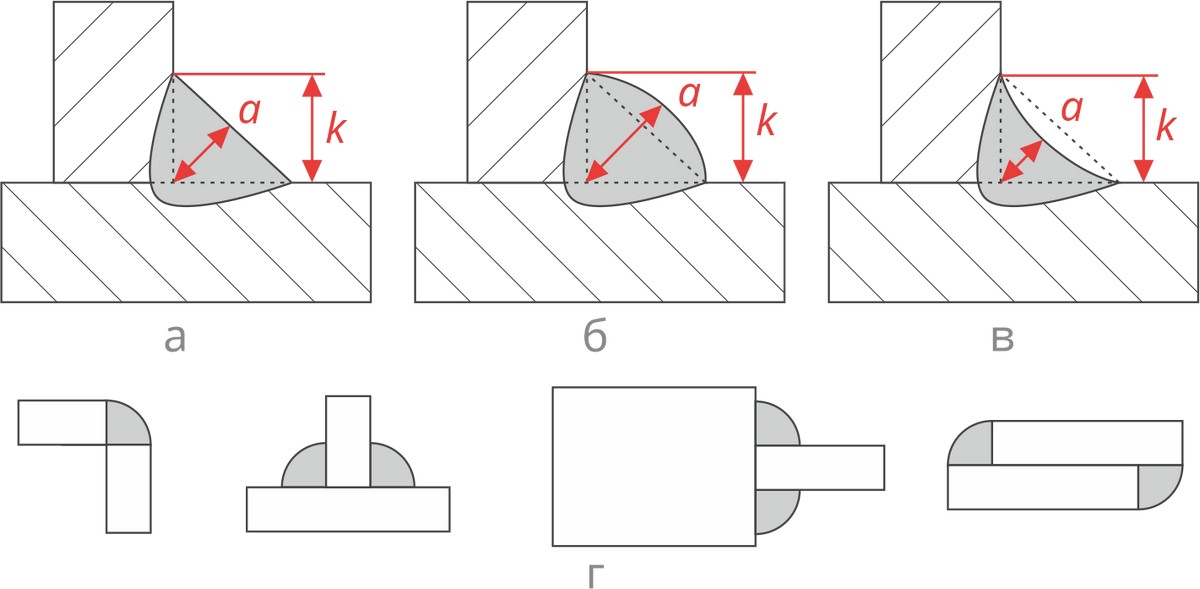
Фактическая толщина углового шва (aф)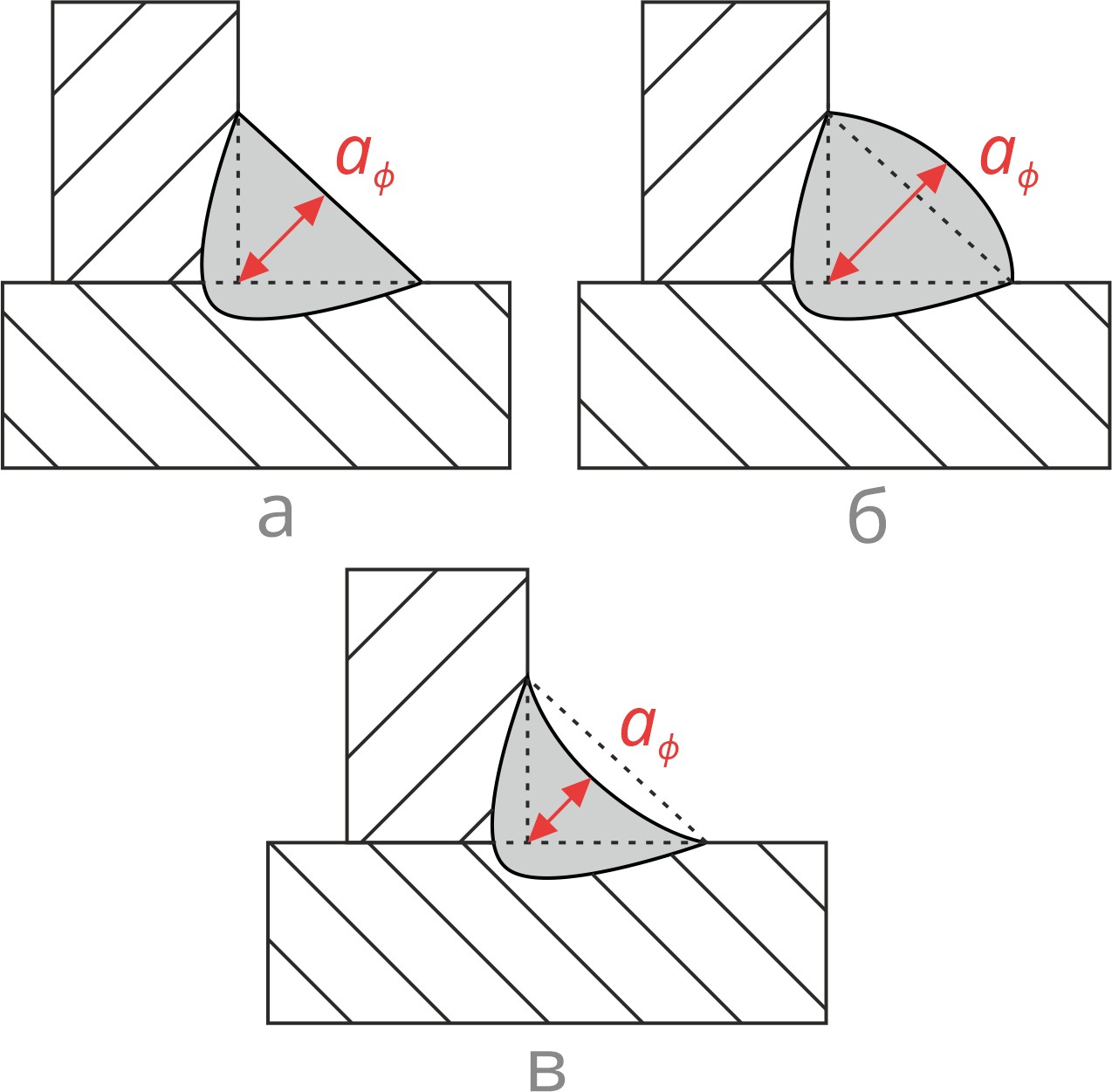 |
Расстояние от точки пересечения свариваемых поверхностей до лицевой поверхности шва, измеренное по линии высоты наибольшего равнобедренного треугольника, который можно вписать в сечение углового шва. Именно фактическую толщину возможно определить путем прямого измерения шаблонами сварщика. Для вогнутого и нормального углового шва фактическая и номинальная толщина совпадают. На рисунках представлена фактическая толщина для различных типов угловых швов: а — нормальный шов, б — выпуклый шов, в — вогнутый шов. |
Номинальная толщина углового шва (ан)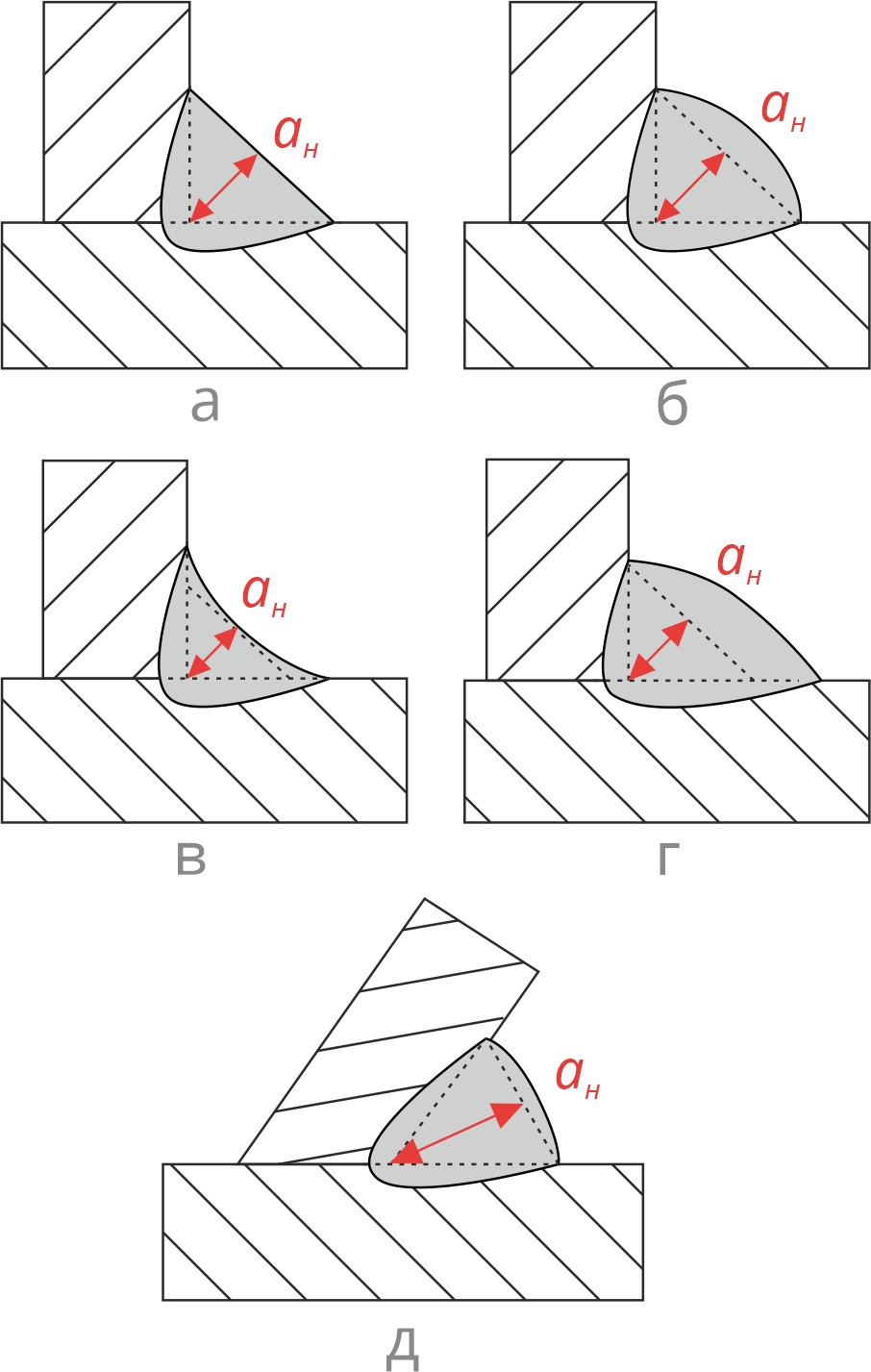 |
Расчетное значение высоты наибольшего равнобедренного треугольника, который можно вписать в сечение углового шва (ГОСТ Р ИСО |
Катет углового шва (k)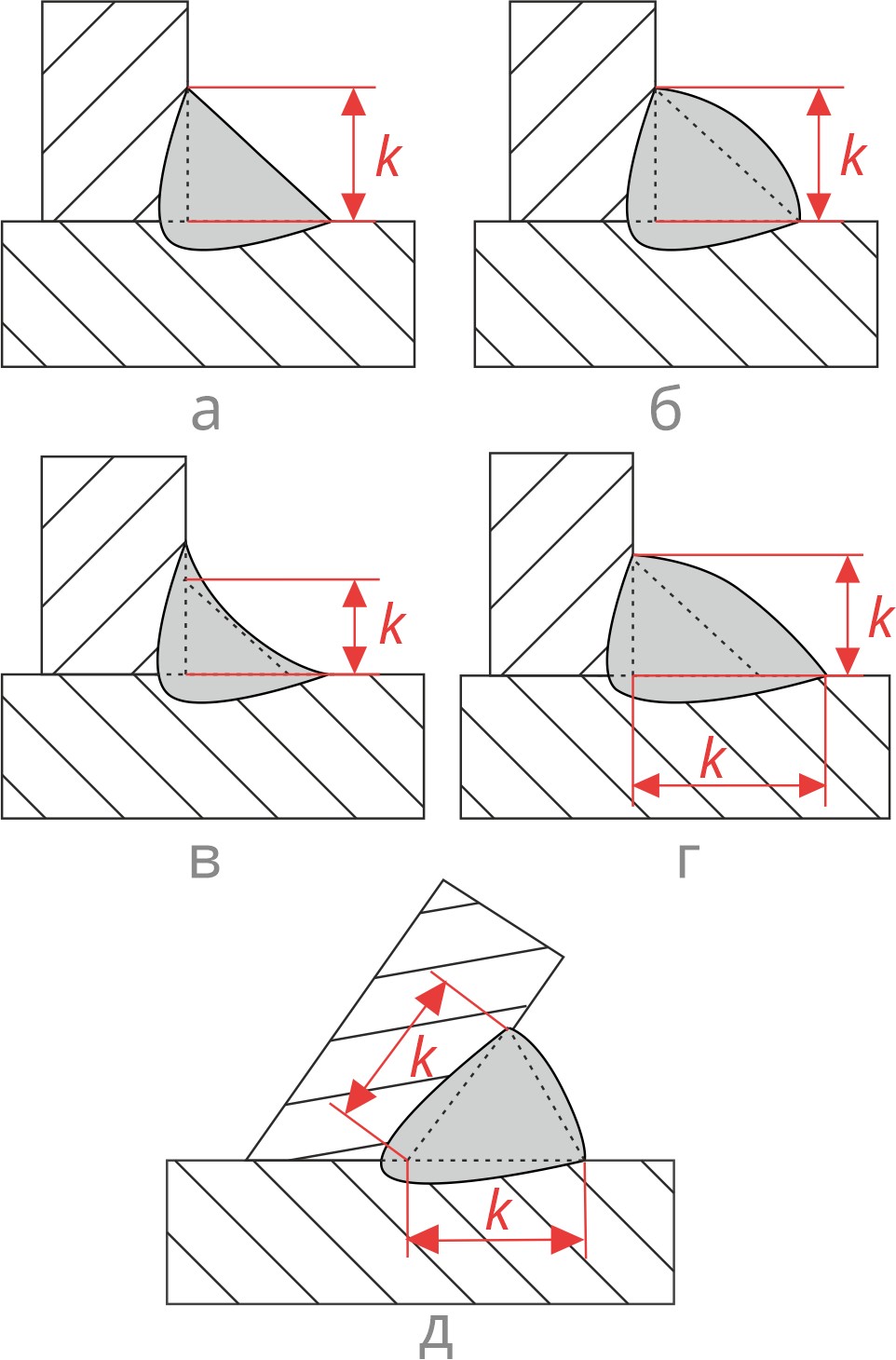 |
Сторона наибольшего равнобедренного треугольника, который можно вписать в сечение шва (ГОСТ Р ИСО |
Выпуклость углового шва (g)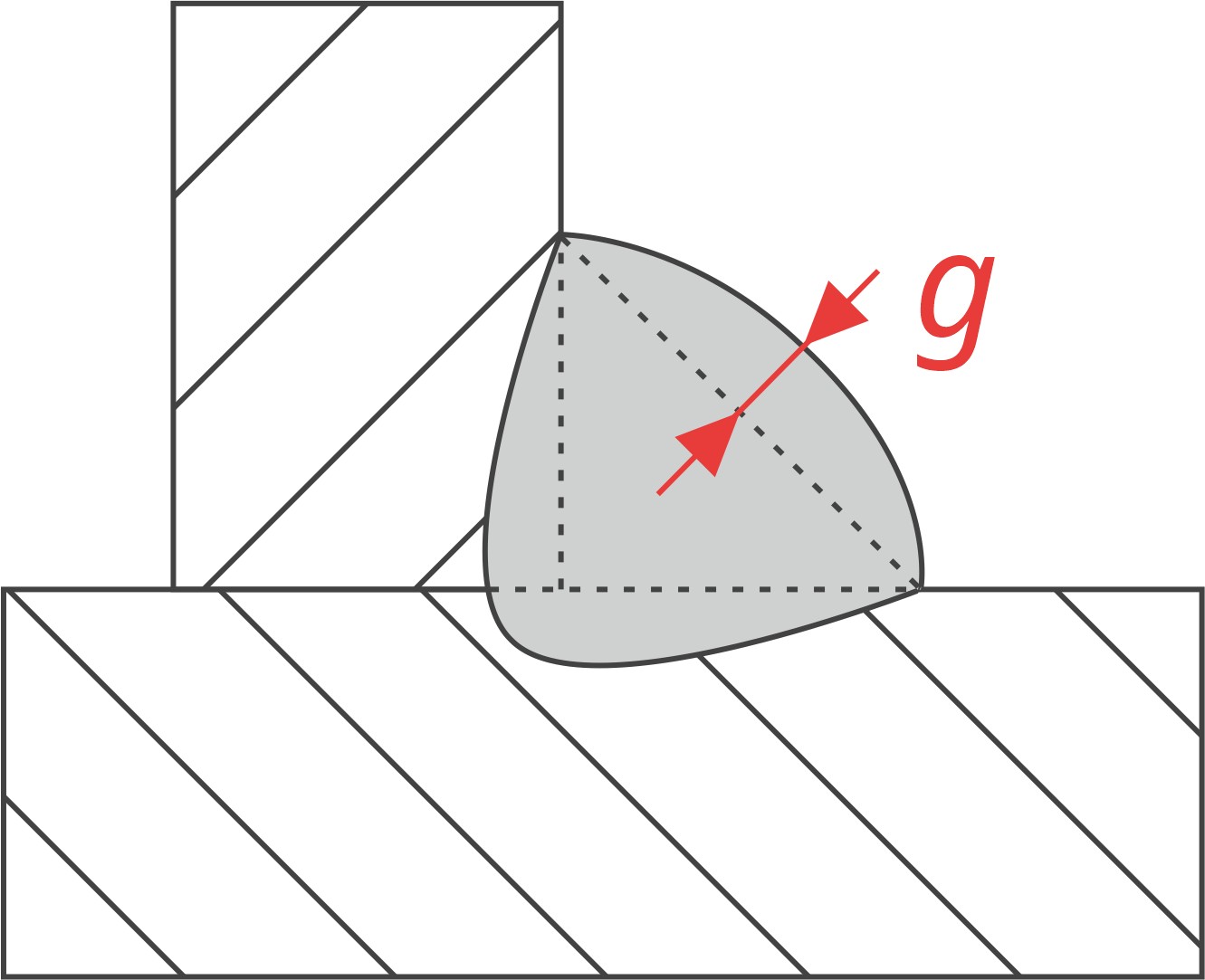 |
Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (ГОСТ |
Контрольная высота углового шва в соединении под острым углом (W)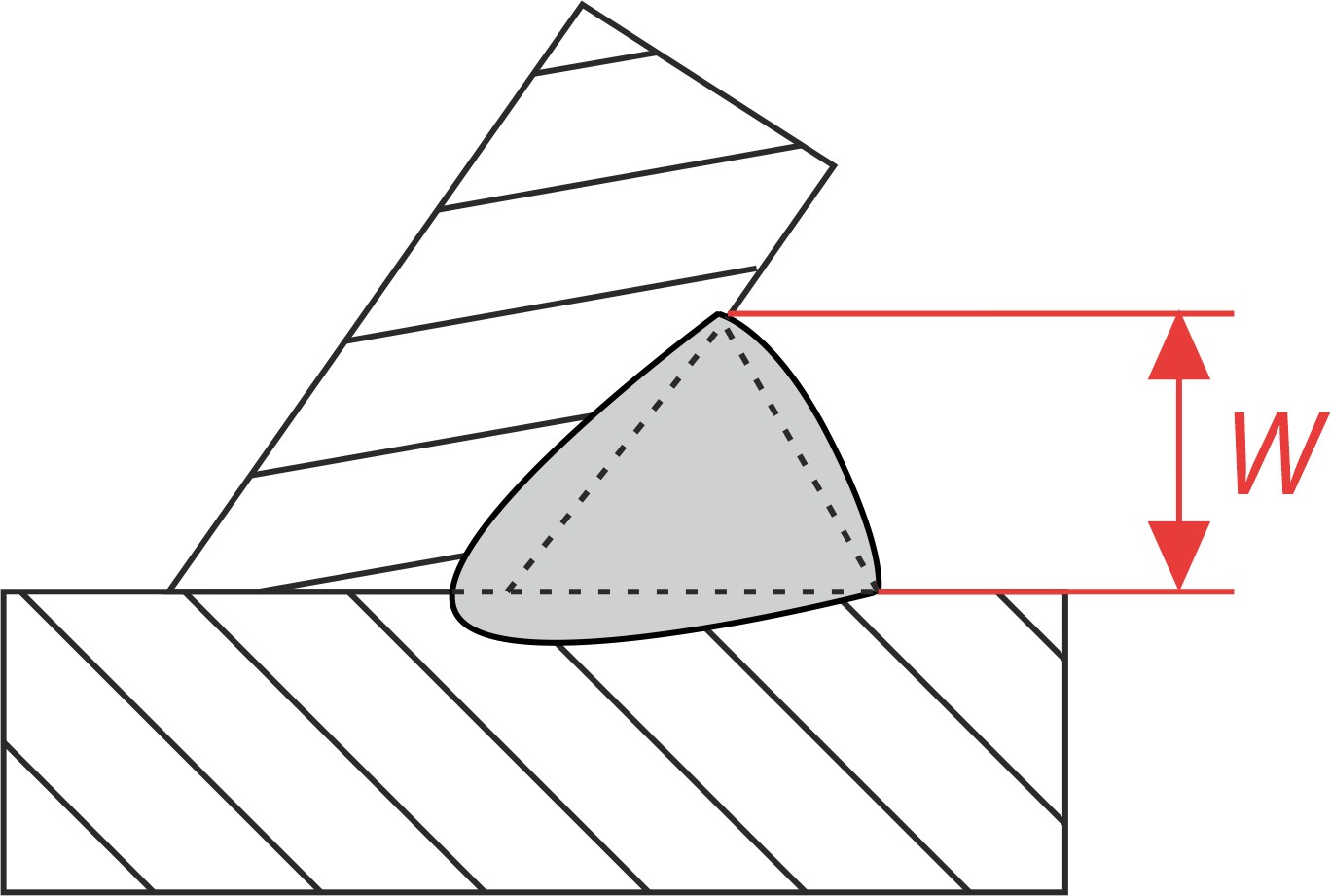 |
Используется для вычисления номинальной высоты и катета углового шва в тавровых соединениях под острым углом. В тавровых соединениях под прямым углом контрольная высота совпадает с катетом. |
Дефекты
Дефект — несплошность в сварном соединении или отклонение от требуемой геометрии (ГОСТ Р ИСО 6520–1—2012, п. 2.1).
Недопустимый дефект — дефект, превышающий норму (ГОСТ Р ИСО 6520–1—2012, п. 2.2).
Для обозначения дефектов согласно ГОСТ Р ИСО 6520–1—2012 используется следующая форма: трещина (100) обозначается как дефект ИСО 6520–1–100.
Трещина — нарушение сплошности, вызванное локальным разрывом в результате охлаждения или действия нагрузок (дефект ИСО 6520–1–100).
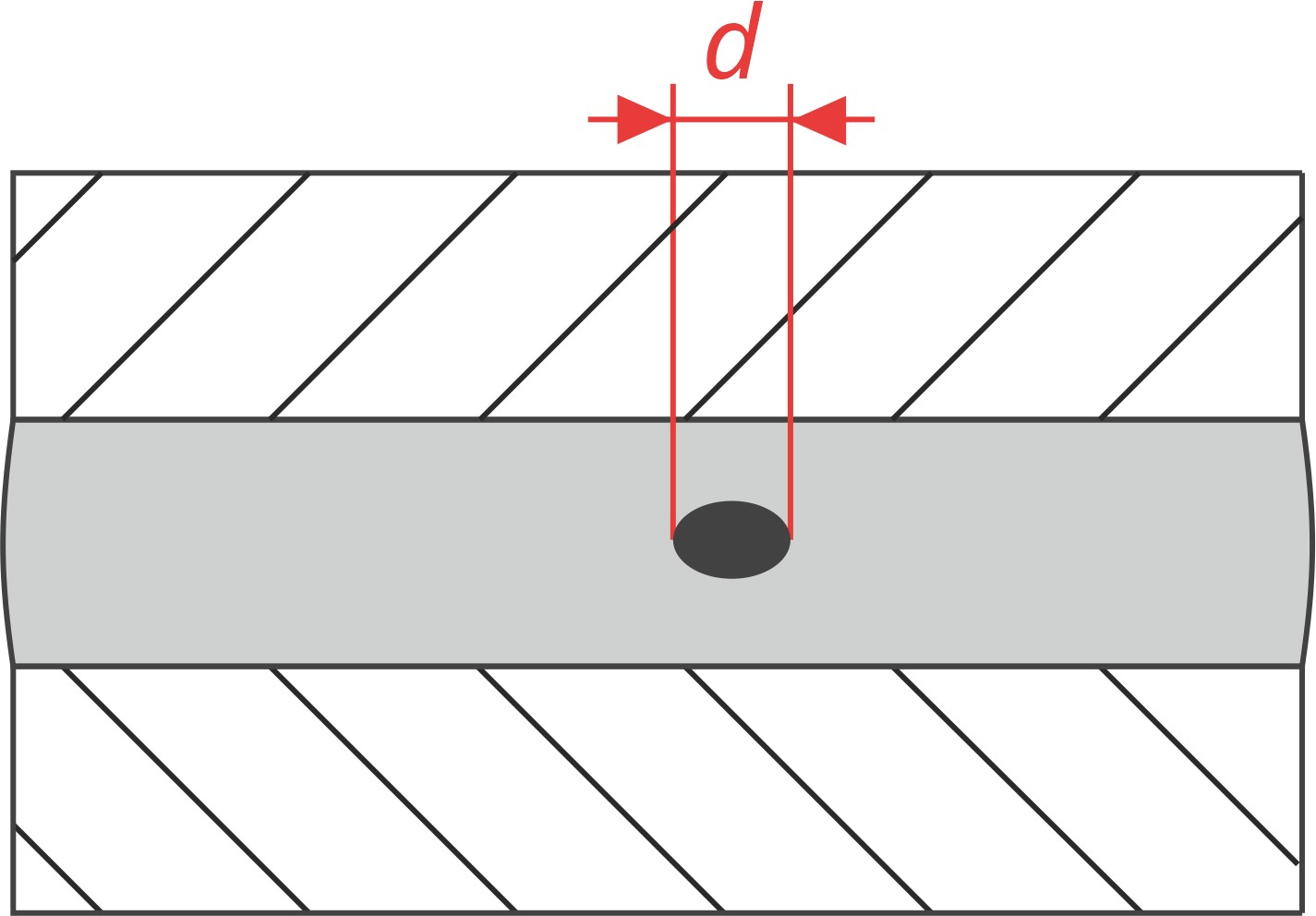
Газовая пора — газовая полость практически сферической формы (дефект ИСО 6520–1—2011).
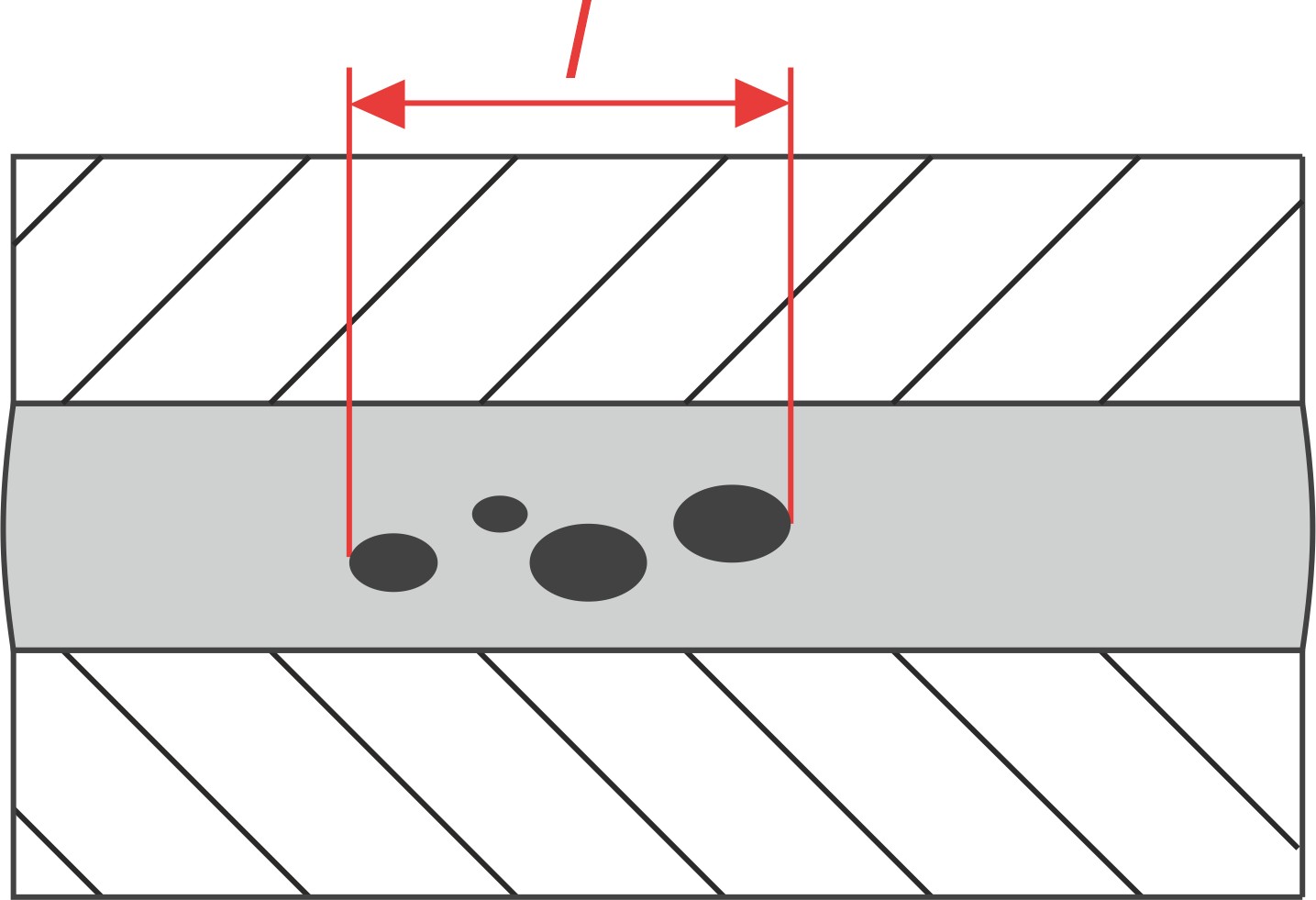
Скопление пор — группа газовых пор, имеющих беспорядочное геометрическое расположение (дефект ИСО 6520–1—2013).
Поверхностная пора — газовая нора, выходящая на поверхность сварного шва (дефект ИСО 6520–1—2017).
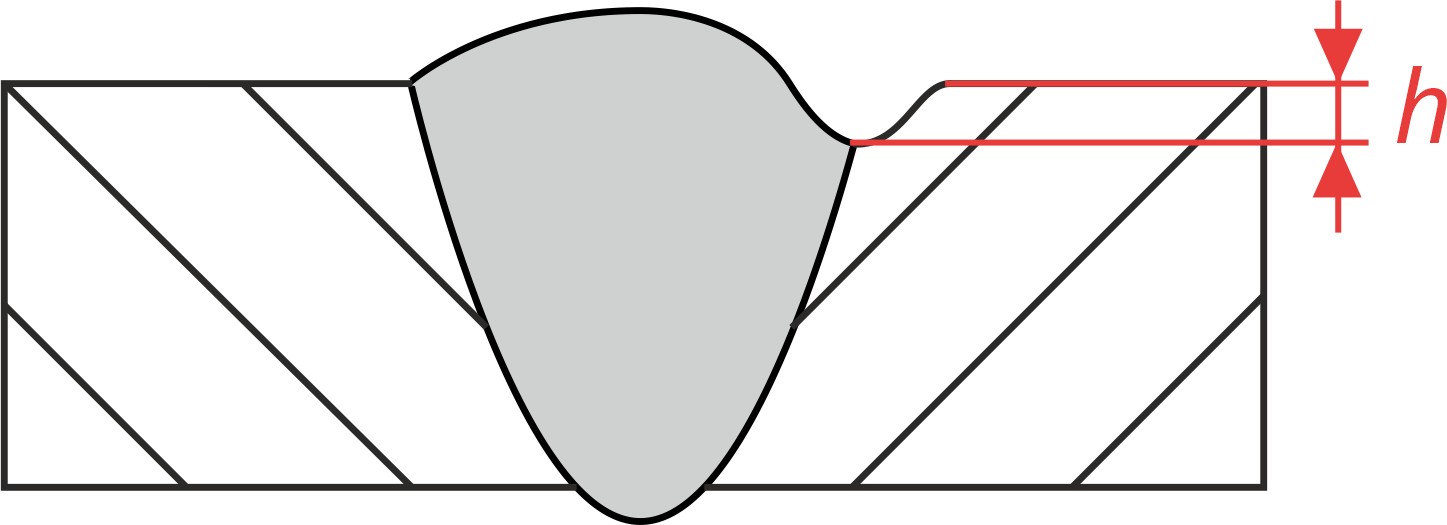
Подрез — углубление на границе валика в основном металле или предыдущем наплавленном металле (дефект ИСО 6520–1–501).
Межваликовый подрез — подрез, который проходит между валиками (дефект ИСО 6520–1–5014).
Превышение выпуклости — избыток наплавленного металла на лицевой стороне стыкового шва (дефект ИСО 6520–1–502) или углового шва (дефект ИСО 6520–1–503).
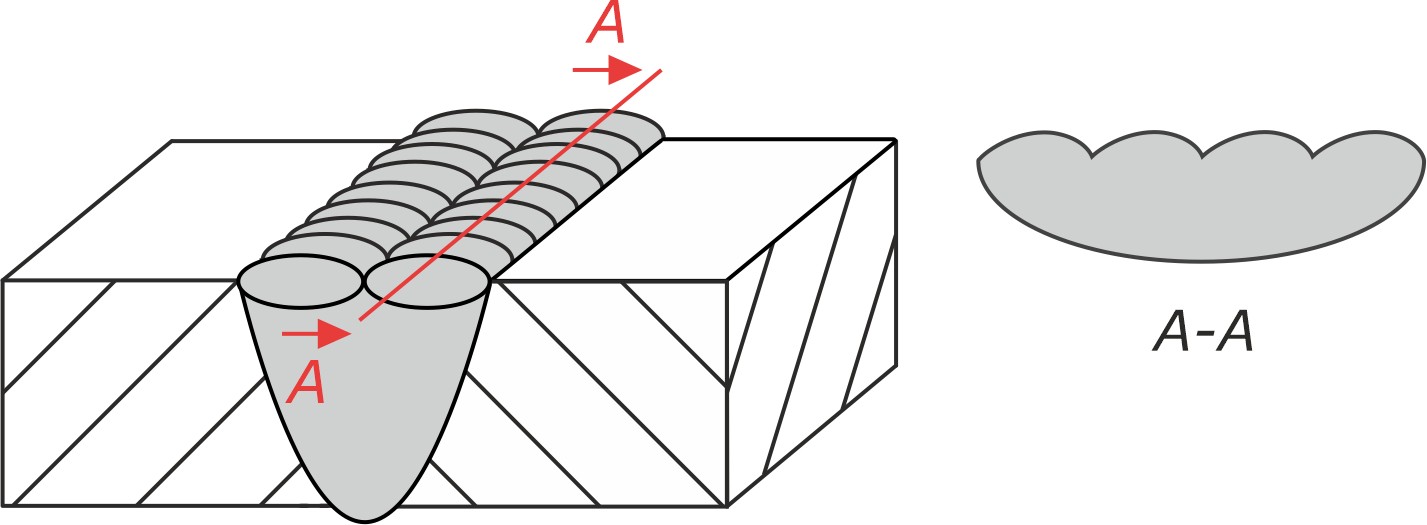
Чешуйчатость сварного шва — поперечные или округлые (при автоматической сварке под флюсом — удлиненно-округлые) углубления на поверхности валика, образовавшиеся вследствие неравномерности затвердевания металла сварочной ванны. Чешуйчатость оценивается по максимальной глубине (РД 03–606–03, приложение А).
Западания между валиками шва — продольная впадина между двумя соседними валиками (слоями) шва. Западание оценивается по максимальной глубине (РД 03–606–03, приложение А).
Источники терминов и определений
Термины, рассматриваемые в этой статье, определены на основании анализа следующих источников:
- ГОСТ
14771–76 «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры» - ГОСТ
16037–80 «Соединения сварные стальных трубопроводов. Основные типы, элементы и размеры» - ГОСТ
23518–79 «Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры» - ГОСТ
2601–84 «Сварка металлов. Термины и определения основных понятий» (с введением в действие ГОСТ Р ИСО17659—2009 утрачивает силу на территории РФв части пунктов 5, 48,58–62, 84, 86 (Приказ об утверждении национального стандарта от 4 августа 2009 года N279-ст)). - ГОСТ
31443—2012 «Трубы стальные для промысловых трубопроводов. Технические условия» - ГОСТ
5264–80 «Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры» - ГОСТ Р
53690—2009 (ИСО9606–1:1994) «Аттестационные испытания сварщиков. Сварка плавлением. Часть 1. Стали» - ГОСТ Р
56403—2015 «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Трубы стальные сварные. Технические условия» - ГОСТ Р ИСО
17637—2014 «Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением» - ГОСТ Р ИСО
2553—2017 «Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения» - ГОСТ Р ИСО 6520–1—2012 «Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением»
- ГОСТ Р ИСО 857–1—2009 «Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения»
- Кулик Т. А. Словарь-справочник по сварке, 1974
- РД 03–606–03 «Инструкция по визуальному и измерительному контролю» (утратил действие с 01.01.2021 (Постановление Правительства Российской Федерации от 06.08.2020 № 1192)).